Kézikönyv 35 kézikönyv. Az olajkapcsolók főbb jellemzői
Kapcsoló típusa |
Névleges |
Méretek, mm |
|||||||
meghajtó típusa |
feszültség, kV |
kioldási áram, kA |
|||||||
Több hangerős kapcsolók |
|||||||||
MKP-35-1000-25 |
|||||||||
S-35-3200/20200-50B |
ShPE-38 vagy ShPV-35 |
||||||||
MKP-110B-1000/ 630-20 |
|||||||||
ShPE-46 vagy ShPV-46 |
|||||||||
U-220-1000/2000-25 |
ShPE-44N vagy ShPV-45P |
||||||||
ShPE-46 vagy ShPV-46 |
|||||||||
Kis hangerőkapcsolók |
|||||||||
VMT-110B-20/1000 |
|||||||||
VMT-220B-20/1000 |
|||||||||
Kapcsoló típusa |
Névleges adatok |
Méretek, oszlopok mm |
meghajtó típusa |
Mennyiség és típus |
||||||
feszültség, kV |
kioldó áram, A |
áramváltók |
||||||||
MKP-35-1000-25 |
12 x TV-35/25 |
|||||||||
12 x TV-35/40 |
||||||||||
MKP-110M-630-20 |
12 xTV-110/40 |
|||||||||
MKP-1 10M-1000-20 |
12 x TV-110/40 |
|||||||||
12 x TV-110/50 |
||||||||||
ShPE-46; ShPE-46P |
12 xTVU-110/50 |
|||||||||
ShPE-44; ShPV-45P |
12 x TV-220/40 |
|||||||||
U-220-2000-25; U-220-2000-25hl* |
12 x TV-220/40 |
|||||||||
ShPV-46P; PPG-1 |
12 x TVS-220/40 |
|||||||||
Beépített pneumatikus |
||||||||||
VMK-110 VMK-220 |
||||||||||
* Hideg területekre tervezett kapcsoló (HL)
Kapcsoló |
Névleges feszültség, kV |
Névleges áram, A |
Mozgó alkatrészek lökete, mm |
Érintkezők préselése (lökete), mm |
Záró és nyitó érintkezők egységessége, mm |
600, 1000,1500, 5000 |
|||||
600, 1000, 1500, 5000 |
|||||
/ki, |
Elektrodinamika |
Méretek, m |
Súly, kg |
meghajtó típusa |
||||||||
vegyi ellenállás (amplitúdó), kA |
leállások |
befogadás |
Automatikus újrazárás szünetel |
|||||||||
Alacsony olajszint (belső beépítés) |
||||||||||||
Beépített rugó |
||||||||||||
Beépített elektromágneses |
||||||||||||
Beépített rugó |
||||||||||||
0.09 0.11 0.12 0,14 |
PE-11, PP-67 |
|||||||||||
2,0; 3,15; 4,0; 5,0 |
||||||||||||
(kültéri telepítés) |
||||||||||||
ShPE-12. PP-67 |
||||||||||||
ShPE-38, ShPV-35 |
||||||||||||
ShPE46, ShPV-46 |
||||||||||||
ShPE-44P, ShPV-45P |
||||||||||||
ShPE-46, ShPV-46 |
||||||||||||
Megjegyzések: 1 A táblázat a kapcsoló típusának rövidített megjelölését mutatja, az 1tk feltüntetése nélkül. A jelölés betűjeles része: B - kapcsoló, K - oszlop (kis térfogatú) vagy kamra (tartályhoz), E - beépített elektromágneses hajtással, M - olaj, G - generátor vagy edény, P - felfüggesztett változat ( kis térfogatú) vagy alállomáshoz (tartályokhoz), U - megerősített; egy betű a sorozatot jelöli: C - „Sverdlovsk”, U - „Ural”. Digitális rész - névleges feszültség, kV, és kapcsolóáram, kA. A névleges feszültség digitális megjelölése után a B betű megerősített szigetelésű változatot jelöl
A hőellenállási áram számszerűen megegyezik a /off értékkel (kivéve VGM-20 s /, = 105 kA); a leghosszabb megengedett zárlati áram folyási ideje. a VKE-10, MGU-20 és az összes 110-220 kV-os megszakító esetében - 3 s, a VMPE-10-20 esetében - 8 s, a többinél - 4 s.
Az L méretet a pólus (fázis) tengelye mentén, a B méretet keresztirányban határozzuk meg. A számláló az L és H értékeit mutatja normál szigetelésnél, a nevező pedig a megerősített szigetelésnél (B csoport).
A számlálóban - saját ideje kapcsolja ki, a nevező teljes
A teljes tömeget olaj nélkül határozzák meg.
A /din-hez és a kapcsolók kapcsolási idejéhez különböző lehetőségeket meghajtók a számlálóban - az elektromágneses meghajtó értékek, a nevezőben - a pneumatikus hajtásnál (az S-35M esetében - a rugós hajtásnál).
A VPM-10 megszakító esetében a leállási idő PE-11 meghajtóval, az S-35M esetében - az ShPE-12 meghajtóval; a PP-67 meghajtónál a leállási idő 0,12/0,14, illetve 0,05/0,12.
A 9,5 kA áramerősségű MGU-20 csak mesterséges fúvós hűtéssel használható.
Az MV kapcsolók típusai
A VMG133 kapcsoló (olajkapcsoló, kis térfogatú, pot) erre készült beltéri beépítés. A mozgó érintkező rúd, a fix érintkező aljzat típusú. A VMG133 cseréjére felengedték a VMG10 kapcsolót.
Az MGG és az MG (olajtartály kapcsoló) kapcsolók kis térfogatúak, nagy névleges árammal, és két párhuzamos áramvezető áramkörrel rendelkeznek: a fő és az ívoltó áramkör.
Amikor a kapcsoló bekapcsolt állásban van, mindkét áramkör párhuzamosan működik, az áram túlnyomó része a kisebb ellenállású főáramkörön halad át. Amikor a megszakítót kikapcsolják, a főáramkör érintkezői az ívoltó érintkezők előtt megnyílnak.
Az MG35 megszakító három függőlegesen elhelyezett oszlopból áll egy kereten, ahol a pólusokhoz közös hajtómechanizmus és az áramváltók dobozai is rögzítve vannak, pólusonként kettő.
A VMP megszakítókat (függesztett olaj-megszakító) 35 kV-ig terjedő feszültségig gyártják KSO és KRU változatokban. A kapcsoló kis térfogatú, a mozgó érintkező rúd, a fix érintkező aljzatos.

A VMK kapcsolókat (low-oil oszlopkapcsoló) 35-220 kV feszültségre gyártják. Az íves eszköz a felső karimához van rögzítve, az érintkezőrudak alulról felfelé nyúlnak bele. A kapcsolót az alapon elhelyezett beépített pneumatikus működtető vezérli.
Az MKP, Ural (U) és S (több térfogatú olajkapcsolók) 35 kV feszültségű kapcsolóit hárompólusú eszközök formájában állítják elő, amelyek mindegyik pólusát külön fedélre szerelik fel és külön tartályba helyezik. A kapcsoló és a hajtás közös keretre van felszerelve, amelyhez csörlő van rögzítve az olajtartályok emeléséhez és leengedéséhez.
A 110 és 220 kV-os kapcsolók külön pólusok (tartályok) formájában készülnek. Mindegyik kapcsoló beépített áramváltóval rendelkezik - pólusonként kettőtől négyig.

Meghajtók olajkapcsolókhoz
Elektromágneses meghajtó
A vontatási karakterisztika megfelel az olajkapcsoló ellentétes erőinek karakterisztikájának. Erőteljes egyenáram (vagy egyenirányított) forrás szükséges. Jelentősnek bizonyul a tápkábelek keresztmetszete, a feszültségesés állapotának megfelelően megválasztva. Az elektromágneses tekercsek nagy induktivitása miatt az idő
Olajkapcsolók 45 kapcsolási idő magas (akár 1 s). Elektromágneses meghajtókat is gyártanak váltakozó áram. Elsősorban kis teljesítményű kapcsolókhoz használják.
Tavaszi hajtás
A bekapcsoláshoz szükséges energiát egy erős rugó tárolja, amelyet kézzel vagy motorral tekercselnek. alacsony fogyasztású(1 kW-ig). A vonóerő az aktiválási löket vége felé csökken a rugó alakváltozásának csökkenése miatt. A hajtás sebessége lehetővé teszi (automatikus újraindítás) és (automatikus váltókapcsoló).
A meghajtó tervezési előnye az erős forrás hiánya egyenáram, sűrített gáztartályok, szelepek és pneumatikus berendezések. Hátránya, hogy csak viszonylag kis méretű, kis teljesítményű, 110 kV-ig terjedő megszakítókhoz használható.
Pneumatikus hajtás
Az energiát egy sűrített levegő tartályban tárolják, amely egy dugattyút hajt meg a hengerben. A légáramlás 5-6 kapcsolási műveletet tesz lehetővé szivattyúzás nélkül. A vonóerő szinte azonnal növekszik, és alig változik. A vonóerő karakterisztikája állítható. A rövid kapcsolási idő lehetővé teszi a hajtás használatát a legerősebb kapcsolókhoz. Hátránya, hogy speciális intézkedéseket kell tenni az alacsony hőmérsékleten történő normál működés biztosítása érdekében.
Pneumohidraulikus hajtás
A kapcsoláshoz szükséges energiát egy gáz (általában nitrogén) összenyomásával tárolják. A hidraulika használata lehetővé teszi a kapcsoló mozgó részének jelentős könnyítését és kompakt mechanizmus elérését. Az aktiválási idő rövidebb lehet, mint a pneumatikus hajtóműveknél. A meghajtó egyszerű kézi aktiválást tesz lehetővé.
A normál működés hőmérsékleti tartománya gyakorlatilag korlátlan. Bizonyos körülmények között kézi hajtások is használhatók, amelyek a kapcsolót a meghajtó karján vagy lendkerekén lévő kéz megnyomásával kapcsolják be és ki; emellett a leállítás lehet automatikus vagy távoli. A teljesen összeszerelt és ellenőrzött olajkapcsolót a telepítő személyzet ellenőrzi, hogy az érintkezők egyidejű zárását és nyitását, a mozgó rész löketét, az érintkezési nyomást és a löketet mérik.
Lásd még ebben a témában:
A Glavenergoremont Központi Tervezési Iroda chisinaui részlege TELJESÍTETT
Szerzők: mérnökök S. A. Fridman, V. I. Smolyak, R. D. Mirsoyapov, I. M. Chernyakhovsky, Yu. Ya. Agapov, Yu. I. Popelnitsky
szerkesztő Eng. L. F. Tafipolsky
AZ Uralelectrotyazhmash Produkciós Egyesület főmérnöke, A. Kazantsev 1974. március 29-én ELÁHAGYOTT.
JÓVÁHAGYVA a Glavenergoremont V. Kurkovich főmérnöke által 1974. szeptember 26-án
BEVEZETÉS
BEVEZETÉS
A VMD-35/600 olajmegszakító nagyjavítási technológiájának szervezési útmutatója előírja a legracionálisabb szervezeti formák használatát az energiaipari vállalkozások és más szakosodott vállalkozások javító személyzete számára. javítási munkálatokés a megvalósításukhoz szükséges fejlett technológiai módszerek.
A kézikönyvet a gyártó rajzai és utasításai, valamint számos vállalkozásnál szerzett legjobb javítási tapasztalatok alapján fejlesztették ki.
A Kézikönyv meghatározza a javítási műveletek szigorú sorrendjét és terjedelmét, szabályozási anyagokat ad a javítások technológiájáról és munkaerőköltségeiről, a javítószemélyzet képesítéséről, valamint ajánlásokat ad az alkatrészek hibáinak azonosítására. A javítási munkák elvégzéséhez szükséges szerszámok (szerszámok, szerelvények, kötőelemek stb.) listája szerepel (1., 2., 3. és 4. melléklet).
Egy kapcsoló nagyjavításának összköltsége 28,2 munkaóra, ebből 24,0 a javítás és 4,2 munkaóra a kapcsoló üzembe helyezése.
Az üzemeltetési kártyákon feltüntetett munkaerőköltség nem használható a javítási munkák időzítésének és költségének meghatározására, mivel nem veszik figyelembe az előkészítő és befejező munkák idejét, az állásidőt, a szüneteket, a pihenést stb. Ez az idő körülbelül 8,5%-a a megszakító javításához szükséges teljes időnek.
I. ÁLTALÁNOS RENDELKEZÉSEK
Ez az Útmutató a gyártó vállalatok számára készült normatív dokumentumként a javítási munkák tervezése, előkészítése és végrehajtása során.
Mivel a kézikönyv előírja a megszakító összes alkatrészének javítását, a teljes munkaköltség magasabb, mint a normál. A javítási munkák köre a berendezések üzemeltetéséért, javításáért felelős személyek döntése alapján csökkenthető vagy növelhető, de a tényleges munkaerőköltség nem haladhatja meg a szokásosat.
Az új technológiai megoldások felhalmozásával és bevezetésével a jelen Kézikönyv továbbfejlesztésére kerül sor, amelynek célja a javítási munkák minőségének, szervezési szintjének és teljesítményének javítása, valamint a javítási idő csökkentése.
A nagyjavítási technológia magában foglalja a sérült vagy elhasználódott alkatrészek cseréjét pótalkatrészekre.
Nem javasolt olyan alkatrészek javítása, amelyek meghosszabbítják a berendezés leállási idejét. Az ilyen alkatrészek javítását a javítások közötti időszakban végzik, a jövőben cserealkatrész-készletként használva őket.
A kézikönyv előírja a relévédelmi eszközök, az automatizálás, a másodlagos kapcsolási áramkörök és az elektromos tesztek ellenőrzését és javítását az illetékes szolgálatok személyzete által.
A Kézikönyvben megadott munkaerőköltségeket a „Tőkére vonatkozó időszabványok, aktuális javításokés a 35-500 kV-os alállomások berendezéseinek üzemi karbantartása", amelyet a Szovjetunió Energiaügyi Minisztériuma 1971-ben hagyott jóvá, és tovább csökkenthető az elvégzett javítási munkák szervezetének és technológiájának fejlesztésével.
A munkafolyamat során a javítószemélyzet köteles szigorúan betartani a hatályos biztonsági előírásokat.
A javítási munkák biztonságos elvégzéséhez szükséges feltételek biztosítása a villamosenergia-hálózati vállalkozás és az erőmű üzemeltető (üzemeltető) személyzetének feladata.
II. NAGYJAVÍTÁS ELŐKÉSZÜLÉSE
A nagyjavítások előkészületeit az ehhez a berendezéshez biztosított speciális munkakörnek megfelelően kell elvégezni.
A legracionálisabb az előkészítő munka következő sorrendje:
- a javítási munkák körének megismerése;
- a gyári utasításokban, a Szovjetunió Energiaügyi Minisztériumának Fő műszaki igazgatóságának körleveleiben javasolt intézkedések megismerése a berendezések működésének megbízhatóságának javítása érdekében;
- a korábbi javítások vagy szerelések dokumentációjának megismerése;
- a javítócsoport képzettségének és mennyiségi összetételének meghatározása;
- a javító személyzet utasításaival kidolgozni a megszakító nagyjavításának megszervezését és technológiáját;
- a munkahelyek felszerelésére és az alkatrészek, szerelvények, szerelvények, szerszámok elhelyezésére vonatkozó terv kidolgozása.
A javítási munka megkezdése előtt ellenőrizze:
- a szükséges pótalkatrészek rendelkezésre állása;
- Elérhetőség technikai dokumentáció;
- a munkavégzést biztosító eszközök, eszközök, berendezések és eszközök rendelkezésre állása;
- az emelő- és szállítószerkezetek és kötélzet-berendezések rendelkezésre állása és működésre való alkalmassága a Szovjetunió Állami Bányászati és Műszaki Felügyelet szabályai szerint (a kezelő személyzettel együtt);
- a helyiségek alkalmassága mozgatható raktárhelyiségekre a szerszámok, felszerelések és berendezések javításához szükséges anyagok tárolására.
III. JAVÍTÁSI MUNKÁK SZERVEZÉSE
A javítást a javítási részleg képviselője (javításvezető) felügyeli.
A berendezések javításból történő átvételét az üzemeltetési szolgálatok végzik a hatályos előírásoknak megfelelően.
A berendezések javításának ütemezését a következő szervezési intézkedések figyelembevételével kell meghatározni:
- a csapat összetételét a megszakító nagyjavítási technológiai diagramja határozza meg (5. sz. melléklet – lásd a mellékletet). A csapat összetételének megváltoztatása az egyes egységeken végzett munka befejezése előtt nem megengedett;
- a javítószemélyzet munkarendjét a javítási munkaidő maximális csökkentésére kell vonatkoztatni;
- a javítási munkák végrehajtásának biztosítására szabványosított feladattervek kiadása, az aggregált-egységes javítási módszer alkalmazása és a cserealkatrész-készlet felhasználása javasolt.
A javítási munkák befejezését műszaki jelentésben (6. melléklet) dokumentálják, és a javító és karbantartó vállalkozások (szolgáltatások) képviselői aláírják.
IV. A VM-35/600 OLAJKAPCSOLÓ ALAPVETŐ MŰSZAKI ADATAI (GOST 687-67)
|
Névleges feszültség, kV |
|
|
Legmagasabb üzemi feszültség, kV |
|
|
Névleges áram, A |
|
|
Átmenő áramkorlát, kA: |
|
|
effektív érték |
|
|
amplitúdó |
|
|
Hőstabilitási áram (kA) egy ideig, s: |
|
|
Lezárási áram, kA |
|
|
Leállítási áram, MV A |
|
|
Mozgó érintkezők kapcsolási sebessége (m/s): |
|
|
Nyítás |
|
|
kilép a sejtekből |
|
|
maximális |
|
|
Saját kikapcsolási idő |
Legfeljebb 0,06 |
|
Kapcsoló tömege meghajtás nélkül, kg |
|
|
Olaj tömege, kg |
V. A PE-11 MEGHAJTÁS ALAPVETŐ MŰSZAKI ADATAI (GOST 688-67)
|
Kapcsoló és kapcsoló elektromágnesek névleges feszültsége, V |
|
|
Az elektromágneses tekercsek névleges árama, A: |
|
|
beleértve |
116 (110 V-nál) |
|
szétkapcsolás |
2,5
|
|
A KMV-521 kontaktor (A) kapcsolótekercsének névleges árama V feszültségen: |
|
|
Tengely forgási szöge, fok. |
|
|
Hajtás súlya, kg |
VI. TECHNOLÓGIA A KAPCSOLÓ FELJAVÍTÁSÁHOZ
ÜZEMELTETÉS 01
A KAPCSOLÓ ÉS A HAJTÁS KÜLSŐ VIZSGÁLATA
01. egység. Kapcsoló
Munkaköltség - 1,0 fő/óra
01.1*. Végezzen egy tesztciklust a kapcsoló be- és kikapcsolásával, ügyelve az összes kar és rúd, valamint a helyzetjelző helyes helyzetére.
_________________
* A pont előtti számok a műveleti számok, a pont utáni számok az átmenet számai.
01.2. Tisztítsa meg a kapcsoló bemeneteit a szennyeződéstől és a portól. A hibák azonosítása (7. melléklet).
Felszerelés: rongyok.
01.3. Győződjön meg arról, hogy nincs olajszivárgás. Szivárgás esetén azonosítsa az okot, és a javítási folyamat során szüntesse meg.
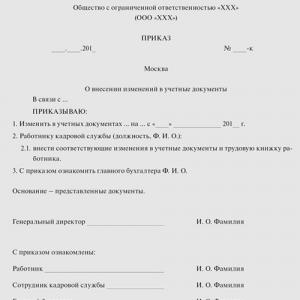
01.4. Ellenőrizze a kapcsoló 28 keretének (1. ábra) helyes beépítését és felső talpának vízszintes helyzetét, amelyre a burkolat 32 van rögzítve A vízszintes síktól való eltérés esetén a keretet vízszintes burkolat felszerelésével állítsa be alá. a támasztó lábakat.
1. ábra. VM-35/600 olajkapcsoló
1. ábra. VM-35/600 olajkapcsoló:
1 - sapka; 2 - acélhuzalátmérő 0,5 mm (GOST 3282-46*); 3 - lemez; 4 - szegecs
átmérője 3x8 mm; 5 - alátét pr.20N; 6 - M20 anya; 7 - csavar M20x1015; 8 - alátét 10,5/22x2; 9 - csavar M10x20;
10 - alátét pr.16N; 11 - csavar M16x70; 12 - M16 anya; 13 - cső; 14 - M6x12 csavar; 15 - alátét
átmérő 6,5 (14x15); 16 - M6 anya; 17 - alátét; 18 - határoló csavar; 19 - M12 anya; 20 - tömítés;
21 - a szigetelő és az áramváltó rögzítése; 22 - konzol; 23 - csavar M10x30; 24 - alátét pr.10N;
25 - M20 anya; 26 - alátét pr.20N; 27 - ívoltó készülék; 28 - keret; 29 - tartály; 30 - kivehető
csörlő; 31 - burkolat; 32 - fedél; 33 - kondenzátor bemenet; 34 - 10x40 mm átmérőjű tengely;
35 - sasszeg 3,2x40 mm; 36 - rúd; 37 - M10 anya; 38 - szem; 39 - rugó; 40 - üveg; 41 - rugó;
42 - csavar M10x18; 43 - alátét 11/18x1,5; 44 - henger; 45 - M30 anya; 46 - összekötő cső
________________
* A GOST 3282-74 érvényes. - Megjegyzés: "KÓD".
Felszereltség: blokkszint.
01.5. Ellenőrizze a keret rögzítését az alaphoz. A horgonycsavaroknak ellenanyákkal kell rendelkezniük. A keretet megbízhatóan földelni kell.
01.6. Vizsgálja meg a szekrényt a meghajtóval (2. ábra), tisztítsa meg a portól. Ügyeljen a tömítések állapotára, a szivárgások, rozsda és mechanikai sérülések hiányára.
2. ábra. Szekrény meghajtóval
2. ábra. Hajtásszekrény:
1 - PShT fűtése; 2 - M10 anya; 3 - csavar M10x20; 4 - alátét 11/22x2 mm; 5, 32 - rugó; 6, 15 - tengely;
7, 34 - sasszeg 3,2x20 mm; 8 - csavar M12x30; 9 - PE-11 meghajtó; 10 - keret; 11 - KMV-521 kontaktor; 12 - alátét;
13, 23 - alátét 6,5/14x1,5 mm; 14 - ujj; 16 - sasszeg 1,5x16 mm; 17, 39 - M6x16 csavar; 18, 40 - alátét pr.6N;
19 - KR-10 érintkező sor; 20 - lemez; 21 - 3x8 mm átmérőjű szegecs; 22 - M6x18 csavar;
24 - érintkező sor KR-12; 25, 36 - bar; 26 - csavar M8x25; 27 - alátét pr.8N; 28 - M8 anya; 29 - fogantyú;
30 - kábelszerelvények; 31 - rúd; 33 - alátét 8,5/18x1,5; 35 - KR-16 érintkező sor; 37 - bilincs;
38 - M6x12 csavar; 41 - huzalozás
Felszerelés: kefe, rongy.
01.7. Ellenőrizze a 11-es kontaktort, tisztítsa meg a portól, ellenőrizze az érintkezők állapotát.
01.8. Vizsgálja meg és tisztítsa meg a 19., 24., 35. érintkezősorokat a portól. Győződjön meg arról, hogy az érintkezőkön nincs oxidáció, égési nyomok vagy laza csavarok.
Felszerelés: kefe, rongy.
01.9. Vizsgálja meg a tápáramköröket és a másodlagos kapcsolóáramköröket. Ügyeljen a vágás minőségére, a lezárásra és a szigetelés állapotára. Ellenőrizze a tápáramkörök és a másodlagos kapcsolóáramkörök rögzítését.
Felszerelés: kefe, rongy.
01.10. Ellenőrizze a szekrény fűtőberendezését 1. Tisztítsa meg a portól, ellenőrizze a fűtőelem kivezetésein lévő érintkezők állapotát.
Felszerelés: kefe, csavarhúzó.
01.11. Ellenőrizze a kézi hajtásleállító eszköz működését. A rúdnak nem szabad a teljes hosszában elhajolnia, nem lehet sorja vagy bevágás a munkarészen. A rugón nem lehetnek repedések, törések vagy maradó alakváltozások. A rugó hatására a rúdnak szabadon vissza kell térnie eredeti helyzetébe.
01.12. Tisztítsa meg a hajtóművet 10 (3. ábra) a portól, szennyeződéstől és régi zsírtól, ellenőrizze, ügyelve a következőkre:
a) a hajtás helyes felszerelése és rögzítése;
b) a súrlódó egységek kenésének állapota;
c) az alkatrészek korróziós foka.
3. ábra. Meghajtó mechanizmus PE-11
3. ábra. PE-11 hajtás:
1, 7, 23, 37, 39, 42, 43 - tengelyek; 2, 8, 17, 22 - sasszegek 3x20 mm; 3, 31, 33 - rugók; 4 - tartó kilincs;
5, 6, 11 - fülbevaló; 9 - kar; 10 - összeszerelt mechanizmus; 12, 16, 21, 27 - alátétek 12,5/25x2 mm; 13 - tengely; 14 - test
gépezet; 15, 24, 28 - alátétek 13,5/20x0,5 mm; 18, 26, 34, 35 - perselyek; 19 - rögzítőgyűrű; 20 - dugó;
25, 29, 36 - sasszeg 3x30 mm; 30 - leválasztó kilincs; 32, 38 - görgő; 40 - csap M8x60 mm;
41 - fogantyú; 44 - sasszeg 3,2x20 mm; 45 - alátét pr.8N; 46 - M8 anya; 47 - csavar M8x30
Felszerelés: kefe, rongy.
01.13. Győződjön meg arról, hogy nincsenek elakadások az emelőkaros mechanizmusban, amelyhez anélkül, hogy szétszerelné a kar mechanizmusát a sebességváltóval vagy a sebességváltó szerkezetét a kapcsolóval, manuálisan kapcsolja be a hajtást, majd a kézi aktiválás kart vagy emelőt mozgassa a helyzetbe. kikapcsolt helyzetbe, lassan kapcsolja ki a mechanizmust. Ebben az esetben a 13 karos mechanizmus tengelyének szabadon kell forognia a csapágyban, és az 5, 6, 11 fülbevalóknak a tengelyeken; a 4, 30 kilincsek könnyen forgathatók tengelyükön, és a 4, 30 kilincsek 3, 31 rugóit biztonságosan rögzíteni kell.
01.14. Ellenőrizze a sasszegek és alátétek épségét, győződjön meg arról, hogy a 37 tengely végein a 4 tartókilincs vállán és a 32 leválasztó kapocs vállán fekvő 32 görgőn nincsenek horpadások vagy megkeményedések.
01.15. Ellenőrizze, hogy nincsenek-e sorja és nyereg a 4, 30 kilincsek munkafelületein.
01.16. Szemrevételezéssel ellenőrizze az alkatrészek kopását, határozza meg a meghajtó mechanizmus szükséges szétszerelésének és javításának mértékét.
01.17. Vizsgálja meg, tisztítsa meg a portól és zsírtól a leválasztó elektromágnes 1. érintkezőit (4. ábra), ellenőrizze a bilincseket és a 14. tömítés állapotát.
4. ábra. Kioldó mágnesszelep
4. ábra. Kioldó mágnesszelep:
1 - blokk érintkező; 2 - M8x80 tű; 3 - M8 anya; 4 - alátét pr.8N; 5 - alátét 11/18x1,5 mm; 6 - rúd;
7, 12 - fedél; 8 - burkolat; 9 - tekercs; 10 - M4x10 csavar; 11 - hüvely; 13 - mag; 14 - tömítés;
15 - konzol; 16 - textolit alátét; 17, 20 - rugó; 18 - rögzített érintkező;
19 - mozgó érintkező; 21 - sasszeg; 22 - tolóerő
Felszerelés: kefe, rongy.
01.18. Kézzel ellenőrizze az 1. magok működését a be- és kikapcsolási elektromágnes 10. (5. ábra) és 13., 6. (lásd 4. ábra) rúdjával. Ellenőrizze a mag torzulásának és a rúddal való elakadásának hiányát úgy, hogy a magot a felső helyzetbe emeli, miközben egyidejűleg 10-20°-kal elforgatja a függőleges tengely körül, majd szabadon leesik az eredeti helyzetébe. Ellenőrizze a 21 gumipufferek állapotát (5. ábra) a kapcsoló elektromágnes alján.
5. ábra. Elektromágneses meghajtó PE-11
5. ábra. PE-11 elektromágneses meghajtó:
1 - mag; 2 - M12 anya; 3, 18 - alátét pr.12N; 4 - csap M12x160; 5 - alap; 6 - tömítés;
7 - kapcsolótekercs; 8 - mágneses áramkör; 9 - rugó; 10- rúd; 11 - hüvely; 12 - alátét; 13 - csavar
M6x10; 14 - persely; 15 - KSA; 16 - kapcsoló mechanizmus; 17 - csavar M12x35; 19 - leválasztás
elektromágnes; 20 - érintkező sor KR-10; 21 - gumi puffer (tömítés); 22 - dugó; 23 - burkolat
01.19. Tisztítsa meg a port, zsírt és ellenőrizze a KBB, KBO és KSA érintkezőit (6. ábra). Ügyeljen a mozgó és rögzített érintkezők, rugók, bilincsek, érintkezőcsavarok, rudak és karok állapotára.
6. ábra. Blokkérintkezők felszerelése
6. ábra. Blokkérintkezők felszerelése:
1, 6 - karok; 2, 4, 7 - tolóerő; 3 - jelérintkező KSA; 5 - sasszeg 2x15 mm; 8 - M8 anya;
9 - villa; 10 - KBB és KBO nagysebességű érintkezők
Felszerelés: kefe, rongy.
Határozza meg a hajtás javításának végső körét az ellenőrzési eredmények alapján.
ÜZEMELTETÉS 02
AZ AKTIVÁLÓ MECHANIZMUS JAVÍTÁSA*
________________
* Csak akkor szerelje szét a meghajtót, ha olyan meghibásodást észlel, amely megzavarja a további normál működést. A részleges szétszereléssel végzett javítások során a javítási technológiát utólag ismertetjük azon egyedi mechanizmusoknál, amelyekre a hajtás hagyományosan fel van osztva.
02. egység. PE-11 meghajtó
Munkaköltség - 0,5 munkaóra.
Csapat összetétele: 4. kategóriás villanyszerelő - 1 fő.
02.1. Oldja ki és távolítsa el a 37 tengelyt (lásd 3. ábra) a 35 perselyekkel és a 38 görgővel. Oldja le és távolítsa el a 7 tengelyt a 12 alátétekkel; Távolítsa el a fülbevalót 6. Oldja ki a 2, 4, 7 rudakat (lásd 6. ábra), és válassza le őket a karról 6. Csavarja ki a kúpos csavart, és vegye le a villát a hajtótengelyről.
Felszerelés: kalapács, fogó.
02.2. Csavarja ki a 20 ütközőt (lásd 3. ábra), és távolítsa el a 19 rögzítőgyűrűt.
Tartozékok: csavarhúzó.
02.3. Távolítsa el a 13 tengelyt a 9 karral a csapágyból.
02.4. Tisztítsa meg az eltávolított részeket a szennyeződéstől és a régi zsírtól. Ha szükséges, mossa le benzinnel (ólommentes).
Felszerelés: rongyok.
02.5. Azonosítsa a hibákat és készítsen szükséges javításokat tengely 13, tengely 7 és 37, görgő 38, lyukak a fülbevalóban 6 és a kar 9.
Felszerelés: fém vonalzó, mikrométer, tolómérő, kalapács, reszelő, csiszolópapír.
02.6. Tisztítsa meg a 13 tengelycsapágyat a szennyeződéstől és a régi zsírtól. Ügyeljen arra, hogy a súrlódó felületeken ne legyenek sorja vagy bevágások. Reszelővel vagy csiszolópapírral tisztítsa meg az esetleges sorját és bevágásokat.
Felszerelés: reszelő, csiszolópapír.
02.7. Töltse fel a tengelycsapágyat CIATIM-203 zsírral (3 térfogatrész) és GOST 5279-61* ezüst kristályos grafittal (1 térfogatrész). Vigye fel ugyanazt a kenőanyagot a dörzsölő felületekre.
________________
* A GOST 5279-74 érvényes. - Megjegyzés: "KÓD".
02.8. Szerelje össze az alkatrészeket az 5-1 lépések szerint, ügyelve a következőkre:
- nincs torzítás;
- az alkatrészek megfelelése az eredeti helyzetnek;
- alátétek és sasszegek megléte és használhatósága.
Rézhuzal használata sasszegekhez elfogadhatatlan!
02.9. Kösse le a 7 kapcsolótekercs kivezetéseit (lásd 5. ábra) a KR-10 érintkezősor bilincseiről.
Tartozékok: csavarhúzó.
02.10. Csavarja le a 2 anyákat a 4 csapokról, és távolítsa el az elektromágnest.
Felszerelés: csavarkulcs 17x19.
02.11. Tisztítsa meg az eltávolított részeket a portól és a régi zsírtól, ellenőrizze őket, ügyelve a következőkre:
- a mágneses áramkör és az alap állapota. Töltse ki a repedéseket, tisztítsa meg és fesse le a rozsdával borított területeket. Tisztítsa meg a mágneses áramkör és az alap közötti csatlakozásokat a festéktől, lakktól és szennyeződéstől;
- a 12 sárgaréz alátét állapota és rögzítése csavarokkal 13. A csavarokat teherbírásig meg kell húzni és két helyen résbe kell fúrni;
A persely felületének állapota 14. Reszelővel vagy csiszolópapírral óvatosan távolítsa el a sorját és a bevágásokat;
- a bélés állapota 11. Egyenítse ki a horpadásokat, szüntesse meg az elliptikusságot;
- a mag felületének állapota 1. Reszelővel vagy csiszolópapírral távolítsa el a rozsdát és a festéket. Törölje le a magot egy benzinbe mártott ronggyal, és kenje meg vékony réteg CIATIM-203 kenőanyaggal;
- állapot gumi tömítések 21 az alap alsó részében és azok rögzítése. A gumibetéteket fémcsíkokkal kell az alaphoz rögzíteni, és két csavart kell az alap lyukaiba becsavarni. A fémszalagokkal ellátott gumi tömítések magasságának 81 mm-nek kell lennie a sárgaréz alátét és a mag felső vége között.
Felszerelés: rongy, ecset, reszelő, csiszolópapír.
02.12. Azonosítsa a hibákat és végezze el a szükséges javításokat a 10-es rúdon és a 9-es rugón a 8. függeléknek megfelelően (7. és 8. szakasz).
A 10-es rudat a magba csavarják és rögzítik. Szükség esetén a rúd hossza be- vagy kicsavarással állítható a magtestbe.
Felszerelés: körfogó, reszelő, csavarhúzó.
02.13. Ellenőrizze a kapcsolótekercs ellenállását, amelynek 3,096-4,101 ohmnak kell lennie =220 V-nál és 0,874-1,028 Ohm-nak =110 V-nál.
Felszereltség: MMV híd.
02.14. Ellenőrizze a kapcsolótekercs és a tápvezetékek szigetelési ellenállását meggerrel (az ellenállásnak legalább 1 MOhm-nak kell lennie).
Felszereltség: megohmméter 1000 V.
02.15. Szerelje össze a kapcsoló elektromágnest a 10-9 átmenetek szerint, ügyelve a szoros illeszkedésre a mágneses rendszer alkatrészeinek csatlakozásainál.
ÜZEMELTETÉS 03
A LESZAKÍTÁSI MECHANIZMUS JAVÍTÁSA
02. egység. PE-11 meghajtó
Munkaköltség - 0,8 munkaóra
Csapat összetétele: 4. kategóriás villanyszerelő - 1 fő.
03.1. Csavarja ki és távolítsa el a 43 tengelyt (lásd 3. ábra), szabadítsa meg a 32 görgőt 27 alátétekkel.
Felszerelés: fogó.
03.2. Oldja ki a sasszeget és távolítsa el a 39 tengelyt, miközben a 31 rugóval, a 28 alátétekkel és a 41 kézi elzáró fogantyúval oldja ki a 30 elzáró reteszt.
Vigyázni kell, mivel a rugó előre össze van nyomva!
03.3. Tisztítsa meg az eltávolított részeket a szennyeződéstől és a régi zsírtól, és ha szükséges, mossa le benzinnel.
Felszerelés: rongyok.
03.4. Határozza meg a hibákat, és végezze el a szükséges javításokat a 39., 43. tengelyeken, a 32. görgőn, a 30. leválasztó kapcson, a 31. rugón és a 11. fülbevaló lyukain.
Felszerelés: csiszolópapír, fém vonalzó, mikrométer, féknyereg, kalapács, fogó, reszelő.
03.5. Vigyen fel vékony réteg CIATIM-203 kenőanyagot a súrlódási pontokra.
03.6. Szerelje össze az alkatrészeket fordított sorrendben.
A leválasztó kilincs helyzete nem állítható, munkahelyzetét a tengelyre szerelt rugó hatására veszi fel.
Az összekapcsolási folyamat során a 30 leválasztó kilincs válla és a 32 görgő közötti rést a 47 határolócsavar állítja be.
03.7. Kösse le a 9 kioldótekercs (lásd 4. ábra) és az 1. blokkérintkező-áramkör kapcsait a KR-10 érintkezősor bilincseiről (20, lásd 5. ábra).
Tartozékok: csavarhúzó.
03.8. Csavarja le a 3 anyákat (lásd a 4. ábrát) a 2 csapokról, válassza le és mozdítsa el a KP-10-et, távolítsa el az elektromágnest.
Tartozékok: 12x14 csavarkulcs.
03.9. Távolítsa el a 21 sasszeget, és távolítsa el a 13 magot a 11 hüvelyből, felszabadítva a 16 textolit alátéteket, a 17 és 20 rugókat, valamint a 19 mozgatható érintkezőt.
Felszerelés: fogó.
03.10. Tisztítsa meg az eltávolított részeket a portól és a régi zsírtól, ellenőrizze őket, ügyelve a következőkre:
- a 7-es és 12-es burkolat, a 8-as ház és a 15-ös konzol, a rögzített 18-as és a mozgatható 19-es érintkezők állapota. Tisztítsa meg az alkatrészek rozsdás és oxidált területeit. Tisztítsa meg a burkolat és a burkolatok illesztéseit a festéktől, lakktól és szennyeződéstől.
Távolítsa el a mechanikai sérüléseket, cserélje ki a nem használható alkatrészeket;
- a hüvely állapota 11.
Egyenítse ki a horpadásokat és szüntesse meg az oxidációt. Távolítsa el a szennyeződést és a beszáradt zsírt benzines öblítéssel, majd törölje szárazra;
- a 13 mag és a 22 rúd felületének állapota.
Reszelővel vagy csiszolópapírral távolítsa el a rozsdát, a festéket, a bemetszéseket és a sorját. Törölje le a magot és a rudat egy benzinnel átitatott ronggyal. Ellenőrizze a 22 reteszelő rúd megbízhatóságát a 10 csavarral;
- a filcpárna állapota 14, textolit alátétek 16.
Az alátéteken nem lehetnek meghajlások, repedések vagy repedések.
Cserélje ki a hibás alátéteket.
Cserélje ki a filcbetétet, ha elveszíti alakját és rugalmasságát. Ragassza fel az új tömítést a tartóra 15 Bakelit ragasztóval.
Felszerelés: reszelő, csiszolópapír, ecset és rongyok.
03.11. Azonosítsa a hibákat és végezze el a szükséges javításokat a 6. rúdon, a 17. és 20. rugókon a 7. függelék szerint.
Felszerelés: körfogó, csavarhúzó, reszelő.
03.12. Ellenőrizze a kioldó tekercs ellenállását, amelynek 80,96/95,04 ohmnak kell lennie 110/220 V-on.
Felszereltség: MMV híd.
03.13. Ellenőrizze a kioldó tekercs és a tápvezetékek szigetelési ellenállását, amelynek legalább 1 MOhm-nak kell lennie, 1000 V-os meggerrel.
03.14. Kenje meg a fém részeket, beleértve a magot is, vékony réteg CIATIM-203 kenőanyaggal.
03.15. Szerelje össze az elektromágnest fordított sorrendben, és ellenőrizze:
a) teljes sebesség mag, amelynek 18-20 mm-nek kell lennie.
A mag löketét a 14 filcpárna vagy az 5 alátét vastagságának változtatásával lehet szabályozni.
Felszereltség: fém vonalzó;
b) a 6. rúd hossza, amely 38 mm legyen.
Az elektromágnes határainak beállításakor megengedett a rúd végső hosszának beállítása;
c) a blokkérintkező teljes löketét (18,5 mm) és a 20 rugó vége és a 19 mozgatható érintkező közötti hézagot, amelynek 2-3 mm-nek kell lennie. A beállítást a 21 sasszeg alatti alátét vastagságának változtatásával, vagy a 22 rúd magtestről történő csavarozásával vagy lecsavarásával végezzük. Miután beállította a blokk érintkező löketét egy rúddal, fúrja meg a rudat a 10 csavar alá, hogy egy szintbe kerüljön a maggal.
Tartozékok: csavarhúzó.
ÜZEMELTETÉS 04
CÖLÖZÉSI MECHANIZMUS JAVÍTÁSA
02. egység. PE-11 meghajtó
Munkaköltség - 0,4 fő/óra
Csapat összetétele: 4. kategóriás villanyszerelő - 1 fő.
04.1. Csavarja ki és távolítsa el az 1. tengelyt (lásd a 3. ábrát), miközben kiengedi a 4 rögzítőkart a 3 rugóval és a 15 alátétekkel; 16. Legyen óvatos, mivel a rugó előre össze van nyomva!
Felszerelés: fogó.
04.2. Csavarja ki és távolítsa el a 37 tengelyt, a 38 szabadító görgőt a 35 persellyel.
Felszerelés: rongyok.
04.3. Tisztítsa meg az eltávolított részeket a szennyeződéstől és a régi zsírtól. Ha szükséges, mossa le benzinnel.
04.4. Azonosítsa a hibákat és végezze el a szükséges javításokat a 37-es tengelyen, a 38-as görgőn, az 5-ös és 6-os fülbevaló lyukain, a 4-es rögzítőkapun és a 3-as rugón a 7. függelék szerint.
Felszerelés: csiszolópapír, gyurma, kalapács, fém vonalzó, mikrométer, tolómérő, reszelő.
04.5. Vigyen fel vékony réteg CIATIM-203 kenőanyagot a súrlódó egységekre.
04.6. Szerelje össze az alkatrészeket fordított sorrendben.
Megjegyzések: 1. A reteszelő kilincs helyzete nem állítható, a tengelyre szerelt rugó hatására veszi fel munkahelyzetét. 2. A reteszelő kilincs ütközőjének (37. tengely) helyzete nem állítható.
ÜZEMELTETÉS 05
INGYENES KIOLDÁSI MECHANIZMUS JAVÍTÁSA
02. egység. PE-11 meghajtó
Munkaköltség - 0,4 fő/óra
Csapat összetétele: 4. kategóriás villanyszerelő - 1 fő.
05.1. Oldja ki és távolítsa el a 42 tengelyt (3. ábra) a 26, 34 perselyekkel, a 33 rugóval, a 24 alátétekkel és a 37 tengelyt a 35 perselyekkel és a 38 görgővel, felszabadítva a szabad kioldó mechanizmust, amely az 5 és 11 fülbevalókból áll, amelyeket a 23 tengely köt össze .
Legyen óvatos, mert a rugó előre össze van nyomva!
Felszerelés: fogó.
05.2. Csavarja ki és távolítsa el a 23 tengelyt a 21 alátétekkel.
05.3. Tisztítsa meg az eltávolított részeket a szennyeződéstől és a régi zsírtól. Ha szükséges, mossa le benzinnel.
Felszerelés: rongyok.
05.4. Azonosítsa a hibákat és végezze el a szükséges javításokat a 23., 37., 42. tengelyeken, az 5., 11. fülbevaló lyukain és a 33. rugókon a 7. függelék szerint.
Felszereltsége: fém vonalzó, mikrométer, tolómérő, kalapács.
05.5. Ellenőrizze a 47 határolócsavar állapotát a 46 anyával és a 45 alátéttel.
A csavart nem szabad a hossza mentén meghajlítani vagy megsérülni munkafelület fej és menetes rész.
Cserélje ki a hibás csavart és anyát.
05.6. Vigyen fel vékony réteg CIATIM-203 kenőanyagot a súrlódási pontokra.
05.7. Szerelje össze az alkatrészeket.
ÜZEMELTETÉS 06
A NEM SZÉTETT EGYSÉGEK FELÜLVIZSGÁLATA
02. egység. PE-11 meghajtó
Munkaköltség - 0,5 fő/óra
Csapat összetétele: 4. kategóriás villanyszerelő - 1 fő.
06.1. Távolítsa el a régi zsírt a súrlódó egységekről. Ha szükséges, nedvesítse meg a rongyot benzinnel.
06.2. Ellenőrizze és húzza meg az összes laza meghajtócsavar csatlakozást.
Tartozékok: csavarkulcs 12x14, 17x19, csavarhúzó.
06.3. Ellenőrizze a meghajtó mechanizmus alkatrészeinek helyes helyzetét és rögzítését.
06.4. Vigyen fel vékony réteg CIATIM-203 kenőanyagot a súrlódó egységekre.
06.5. Ellenőrizze a hajtás és a blokk érintkezőinek működését és beállítását.
06.6. Távolítsa el az ívcsatornákat a 11-es kapcsolókontaktorról (lásd 2. ábra), és ellenőrizze:
- az érintkezők tisztasága, a mozgó érintkezők szimmetrikus elrendezése a rögzített érintkezőkhöz képest;
- az érintkező préselés megbízhatósága, az armatúra szabad mozgása és a maghoz való tapadása;
- a rugó merevsége és a kontaktor rögzítésének megbízhatósága és minden csatlakozás;
- a kontaktor tekercs állapota.
Ha a tekercs vagy a vezetékek sérültek, cserélje ki a tekercset.
Felszerelés: reszelő, csiszolópapír.
06.7. Helyezze fel az íves csúszdákat, és ellenőrizze, hogy nincsenek-e elakadt érintkezők.
06.8. Szüntesse meg a tápáramkörök és a másodlagos kapcsolóáramkörök észlelt hibáit.
06.9. Szüntesse meg a meghajtószekrény hibáit, és fesse le.
ÜZEMELTETÉS 07
HAJTÁS BEÁLLÍTÁSA
02. egység. PE-11 meghajtó
Munkaköltség - 0,8 munkaóra
Csapat összetétele: 4. kategóriás villanyszerelő - 1 fő.
07.1. "Ki" vezetési helyzetben A 47 csavarral (lásd a 3. ábrát) állítsa be a 32 görgő és a 30 leválasztó kilincs válla közötti távolságot.
Tartozékok: 12x14 csavarkulcs.
07.2. Mérje meg ennek a résnek a méretét egy hézagmérővel (0,5-1 mm-nek kell lennie).
Felszerelés: szonda.
07.3. A beállítás után szerelje fel a 47 határolócsavart éleivel a mechanizmus tengelye mentén, és rögzítse a 46 anyával.
Tartozékok: 12x14 csavarkulcs.
07.4. A kézi aktiváló kar segítségével emelje fel az 1 magot (lásd 5. ábra) a 10 rúddal a felső szélső helyzetbe.
Felszereltség: kézi aktiváló kar.
07.5. Egy lemezes hézagmérő segítségével mérje meg a 4 tartókilincs vállai (lásd 3. ábra) és a 37 tengely közötti távolságot, amelynek 1-1,5 mm-nek kell lennie. Ha a hézag eltér a normától, a beállítást az 1. mag 10-es rúdjának (lásd 5. ábra) be- vagy kicsavarásával kell elvégezni. A szükséges rés beállítása után fúrja ki a rudat és rögzítse a 22-es ütközőkkel.
Felszerelés: szonda.
07.6. "Be" vezetési helyzetben Egy hézagmérő segítségével mérje meg a 47. csavar feje (lásd 3. ábra) és a 23. tengely közötti távolságot, amelynek 0,5-1 mm-nek kell lennie.
07.7. Ellenőrizze szemrevételezéssel ("Be" hajtási helyzetben):
- a 30 leválasztó kilincs válla és a 32 görgő közötti kapcsolat, amelynek a váll középső részén kell elhelyezkednie;
- kapcsolódás a 4 tartókilincs vállai és a 37 tengely között, amelynek legalább a váll hosszának 1/4-e távolságra kell lennie.
07.8. Ellenőrizze a kioldó mechanizmus kioldási szögét (lásd 5. ábra). Kioldási szög =15°, teljes fogantyú elforgatási szöge =60°.
07.9. Ellenőrizze a 13 mag löketét (lásd a 4. ábrát) a 6 rúddal, amelynél a magot lassan kézzel mozgatva (például csavarhúzóval) figyelje meg azt a helyzetet, ahol a kioldó mechanizmus kiold. Ezt követően a magnak legalább 2-3 mm teljesítménytartalékkal kell rendelkeznie.
Eltérés esetén állítsa be a 6 rúd hosszát úgy, hogy becsavarja vagy kicsavarja a magtestbe. A méret beállítása után fúrja ki a rudat a 10 csavar alá, hogy a maggal egy szintbe kerüljön.
Tartozékok: csavarhúzó.
07.10. Állítsa be a KBV és KBO blokkérintkezőket (lásd a 6. ábrát), amelyekben a hajtás bekapcsolt helyzete megfelel a KBV érintkező kikapcsolt helyzetének és a KBO érintkező bekapcsolt helyzetének;
Felszerelés: csavarhúzó, fogó, csavarkulcs 12x14.
A hajtás normál működésének biztosításához a kilincsek és a racsnis retesz közötti hézagoknak a blokk érintkezőinél meg kell felelniük a 7. ábrán látható hézagoknak.
7. ábra. A nagy sebességű érintkezők állítható hézagai
7. ábra. A nagy sebességű érintkezők állítható hézagai:
A - blokk érintkező KBV; I - be; II - rokkant; b - blokk érintkező KBO; I - rokkant; II - tartalmazza.
A mancs visszahúzódásának mértéke 2-3 mm
Felszerelés: szonda.
A KBV blokkérintkező a kontaktor tekercskörében a kapcsolás végén kinyílik [a 10. rúd (lásd 5. ábra) 78 mm-es löketével].
A leállító áramkör bekapcsoláskor az EV rúd 52 mm-es löketére zár.
Felszerelés: vonalzó.
A KBB és KBO blokkérintkezők zárási és nyitási nyomatékának beállítása a hajtás lassú (kézi) be- és kikapcsolásával történik. A beállítás a blokk érintkezőit a hajtótengellyel összekötő rudak vagy karok hosszának változtatásával történik.
Nyitott helyzetben a mozgó és rögzített érintkezők közötti hézagnak 4-5 mm-nek kell lennie a mozgó érintkező mindkét oldalán.
07.11. Állítsa be a KSA blokk érintkezőit, amelyekhez:
- ellenőrizze a mozgó és fix érintkezők zárásának és nyitásának rögzítését a hajtás mindkét helyzetében. Kikapcsolt helyzetben az érintkezők közötti távolságnak legalább 3-5 mm-nek kell lennie;
- csatlakoztassa a rudakat a KSA-hoz a KSA megfelelő érintkezőinek zárásának előzetes tesztelése után a hajtás mindkét szélső helyzetében;
- állítsa be a KSA görgő elfordulási szögét (~90°) a rúd hosszának vagy az emelőkar hosszának kiválasztásával;
Felszerelés: fogó, csavarhúzó.
07.12. A KBB, KBO és KSA beállításának befejezése után:
- húzza meg az ellenanyákat mindegyiken menetes csatlakozásokátviteli kapcsolatok;
- ellenőrizze, hogy a 6-os kar (lásd 6. ábra) legalább 5 menettel be van-e csavarva a hajtótengelybe;
- ellenőrizze, hogy a rudak menetes része az anyák teljes magasságában behatol-e az anyákba;
- ellenőrizze az áramkörök megbízhatóságát az összes érintkezőn keresztül;
- CIATIM-203 kenőanyaggal kenje meg az erőátviteli mechanizmusok csuklós tengelyeit és a meghajtó mechanizmus összes dörzsölő alkatrészét és blokkolja az érintkezőket.
Figyelem! A hajtás kapcsolóval történő beállítása során bekövetkező balesetek elkerülése érdekében erősítse meg a hajtás leválasztó kapcsát 6x20x60 acélszalaggal és 17-es csavarral (lásd 5. ábra).
Leválasztáskor távolítsa el a rudat.
ÜZEMELTETÉS 08.
KAPCSOLÓKEZELÉS
01. egység. Kapcsoló
Munkaköltség - 1,0 fő/óra
Csapat összetétele: 3. kategória villanyszerelő - 1 fő, 2. kategória - 1 fő.
08.1. Csavarja ki a 45 anyákat (lásd 1. ábra).
A 45 anyák felcsavarásakor, hogy elkerüljük a rúd elfordulását a perselyekben, a hegyet a rúd hegyén lévő lefűrészelt helyeken kell csavarkulccsal megfogni, vagy a csavart a kapcsolóval pótolni kell. pozíción.
Felszereltség: 46-os csavarkulcs.
08.2. Engedje le a szerelvényeket és kösse a fémszerkezetekhez.
Felszerelés: kötél.
ÜZEMELTETÉS 09
OLAJ LEVEZETÉS. A KAPCSOLÓ ÁLTALÁNOS LESZERELÉSE
01. egység. Kapcsoló
Munkaköltség - 4,0 munkaóra
09.1. Távolítsa el a 2. huzalt (lásd az 1. ábrát) az 1. kupakon, vegye le a kupakot az olajleeresztő csavarról, nyissa ki az olajleeresztő nyílást.
Felszereltsége: csőkaros kulcs, fogó.
09.2. Engedje le az olajat az előkészített edénybe. Ezzel egyidejűleg ellenőrizze az olajjelzők működését.
Felszerelés: olajtartály.
09.3. Csavarja le a 13 gázkivezető csövet a 46 csatlakozócsőről, ellenőrizze a kupak és a tömítés szoros illeszkedését a cső kipufogónyílásán.
Tartozékok: csőkaros kulcs.
09.4. Csavarja ki a 9 földelőcsavart 8 alátéttel.
Felszerelés: csavarkulcs 17.
09.5. Szerelje be a kivehető csörlőt 30.
Felszerelés: csavarkulcs 17x19.
09.6. Akassza a csörlő kábelét 30 a 29 tartálygörgőkre, csörlővel húzza meg kissé a kábelt, csavarja le a 6 alátétet a 7 csavarról, távolítsa el az alátétet 5, engedje le a tartályt 29, amíg a kábel teljesen meg nem lazul, távolítsa el a kábelt a tartály görgőiről.
09.7. Csavarja ki a 23 csavart 24 alátéttel, távolítsa el a 22 tartót.
Felszerelés: csavarkulcs 17.
09.8. Lazítsa meg a 9 csavarokat (9. ábra) a 10 alátétekkel, távolítsa el az érintkezést a 3 csillapítókamrával, a 18 szűrővel és töltse ki a 16.
Felszerelés: csavarkulcs 17.
09.9. Csavarja le a 12 anyákat (lásd 1. ábra) a 11 csavarokról, távolítsa el a 33 kondenzátor bemenetet és a 20 tömítést (a 9. átmenetet csak szükség esetén hajtja végre).
Felszerelés: csavarkulcs 22, 24.
09.10. Csavarja ki a 37 anyát (lásd 1. ábra), távolítsa el a 39 rugót a 38 fülről.
Felszerelés: csavarkulcs 17, csavarhúzó, fogó.
09.11. Csavarja ki a 42 csavart, a 44 alsó hengert a 40 csészével és a 41 rugóval.
Felszerelés: csavarkulcs 17.
09.12. Oldja ki a 35 sasszeget, távolítsa el a 34 tengelyt, vegye le a 36 rudat az 56 villakarról (8. ábra); a 12. átmenetet csak szükség esetén hajtjuk végre.
8. ábra. Komplett borítás
8. ábra. Teljes borító:
1 - bár;
2 - csavar M10x25; 3 - alátét pr.10N; 4 - kulcs 10x8x63 mm; 5 - dugó; 6, 45, 53, 58 - tömítések;
7, 10 - M8x16 csavar; 8, 60 - alátétek; 9 - M4x10 csavar; 11 - szerelőgyűrű; 12, 28, 38, 57 - tengelyek;
13 - villa; 14 - kulcs 8x10x40 mm; 15 - M8x30 csavar; 16, 24 - M8 anyák; 17 - csavar M16x35; 18 - csapágy;
19 - alátét pr.16N; 20 - M16 anya; 21 - csavar M16x90; 22 - alátét pr.12N; 23, 67, 71 - M12x40 csavarok;
24 - M8 anya; 25 - M8x20 csavar; 26, 31 - borítók; 27, 33, 37 - kettős karok; 29 - tengelykapcsoló;
30 - vontatás; 32, 42, 50, 54 - tengelyek; 34, 62, 64, 66, 68, 70, 72, 74, 76 - M12-es anyák; 35 - határoló csavar;
36 - vak anya; 39 - dugó; 40 - alátét 14/28x1 mm; 41 - filc (műszaki finom gyapjú
10x20x1585 mm GOST 288-61); 43, 51 - görgők; 44, 52 - görgős tengelyek; 46 - sasszeg 3,2x20 mm;
47 - 12x50 mm átmérőjű tengely; 48 - fülbevaló; 49 - kar; 55 - doboz; 56 - villakar; 59 - M4x10 csavar;
61, 75 - csavar M12x30; 63, 73 - csavar M12x60; 65, 69 - csavar M12x80; 67, 71 - csavar M12x40
Végezze el az 1-12 átmeneteket a másik két fázishoz.
Felszerelés: fogó, drift, vízvezeték-szerelő kalapács.
MŰKÖDÉS 10
A KIFOGYÓ KÉSZÜLÉK SZÉTSZERELÉSE ÉS ELLENŐRZÉSE.
KAPCSOLAT JAVÍTÁSA
01. egység. Kapcsoló
Munkaköltség - 2,0 munkaóra
Csapat összetétele: 2. kategória villanyszerelő - 1 fő, 3. kategória - 1 fő.
10.1. Csavarja le a 12-es anyát (9. ábra) a 13-as csavarról, oldja ki a 23-as vezetéket.
9. ábra. Ív oltó készülék
9. ábra. Ív oltó készülék:
1 - csavar M8x16; 2 - alátét 9/16x1,5 mm; 3 - oltókamra; 4 - traverz; 5 - M20 anya; 6 - alátét pr.20M;
7 - M6x20 csavar; 8 - rögzített érintkező; 9 - csavar M10x55; 10 - alátét pr.10N; 11 - M10 anya; 12 - M6 anya;
13 - M6x30 csavar; 14 - rugó; 15 - rugalmas csatlakozás; 16 - komplett cipő; 17 - M6x10 csavar; 18 - képernyő;
19 - tengely; 20 - csavar M8x20; 21 - szalag 9/18x23 mm; 22 - M6 anya; 23 - karmester; 24 - anya M8x20;
25 - anya M6x15
Felszereltség: csavarkulcs 10.
10.2. Csavarja ki a 18 szitát a 3 kamrához rögzítő csavarokat 1, és távolítsa el a szitát. Helyezze a részeket egy sütőlapra.
Felszereltsége: 14-es csavarkulcs, tepsi.
10.3. Csavarja ki a 11-es csavarokat (10. ábra), a 16-os csavarokat 17-es alátétekkel, távolítsa el a 12-es rudat, a 14-es szorítót, a 15-ös blokkot, a 13-as rugalmas csatlakozást, helyezze az összes alkatrészt egy sütőlapra.
Felszereltsége: villáskulcs 14, 17, tepsi.
10. ábra. Oltó kamra
10. ábra. Oltókamra:
1 - alsó párna; 2, 4, 5 - tömítések; 3 - lemez; 6 - felső burkolat; 7 - M6x10 csavar; 8 - tengely;
9 - érintkező; 10 - cipő; 11 - M8x20 csavar; 12 - zárószalag 9/18-23 mm; 13 - rugalmas csatlakozás;
14 - bilincs; 15 - blokk; 16 - csavar M10x55; 17 - alátét pr.10N; 18 - sapka; 19, 21 - M20 csavar; 20 - M20 anya
10.4. Csavarja ki a 7 rögzítőcsavart, üsse ki a 8 tengelyt, távolítsa el a 9 érintkezőt, helyezze az alkatrészeket egy sütőlapra.
Felszerelés: csavarhúzó, drift, kalapács, tepsi.
10.5. Óvatosan ellenőrizze az ívoltó készülék 18. képernyőjét (lásd 9. ábra). A fémbélés véletlen sérülésének elkerülése érdekében ne távolítsa el a külső szigetelőlapot. Csak szükség esetén ellenőrizze a fém burkolatot. A bélésen (retinol, alufólia, cipőbevonat) ne legyen szakadás vagy repedés. Ha ilyen hibák vannak, szereljen fel új sztán burkolatot vagy egy műhelyben szerelt képernyőt. Ezen részek hiányában megengedett ónból készült, az érintkezési pontokon előónozott burkolat beépítése. Egy ilyen bélésben rések készülnek, és a szirmokat meghajlítják, amelyek segítségével a bélést egy elektromos kartonlaphoz rögzítik (11. ábra).
11. ábra. Bádoglemez burkolat VMD-35 kapcsoló képernyőhöz
11. ábra. Bádoglemez burkolat VMD-35 kapcsoló képernyőhöz
10.6. Ellenőrizze a rögzítőfuratok helyes elhelyezkedését a képernyőlapokon. A felső furatpár középpontja 110±2 mm-re legyen a felső éltől, az alsó lyukak középpontja pedig 20±2 mm-re legyen.
Felszereltség: vonalzó 150 mm.
10.7. Tisztítsa meg a 3. kamrát (lásd 9. ábra) a szennyeződéstől, öblítse le tiszta „száraz” transzformátorolajjal. Győződjön meg arról, hogy nincsenek égési sérülések, elektromos kisülések, rétegvesztés vagy vetemedés. Ha hibák vannak, szerelje szét az oltókamrát a 9-10. lépések szerint.
Felszerelés: rongyok.
10.8. Csavarja ki a 20 anyákat (lásd 10. ábra), távolítsa el a 2, 4, 5 tömítéseket; 3. lemez; bélések 1, 6. A hibák azonosítása a 7. függelék szerint. Cserélje ki a hibás alkatrészeket.
Felszerelés: csavarkulcs 30.
10.9. Válasszon ki egy 2, 4, 5 tömítéskészletet, 3. lemezeket és 1, 6 béléseket. Szerelje fel a fenti részeket a 21 csavarokra szigorú sorrendben a 10. ábra szerint, 125 mm-es méret megtartásával. Csavarja fel az anyákat 20.
Felszereltsége: féknyereg, csavarkulcs 30.
Jegyzet. Cserélje ki a 21-es acél rögzítőcsavarokat (egyes kapcsolókra szerelve) textolit csavarokra.
10.10. Vizsgálja meg a 36-os rudat (lásd 1. ábra), győződjön meg arról, hogy nincsenek repedések vagy forgácsok; cserélje ki a hibás rudat. Akassza fel a rudat az 56 villakarra (lásd 8. ábra) a 34 tengely segítségével (lásd 1. ábra), szerelje be a 35 sasszeget, válassza le a sasszeg végeit.
Felszerelés: fogó, kalapács.
10.11. Vizsgálja meg a mozgó érintkezőket. Ha olvadékok, üregek vannak az érintkező felületeken, reszelje le azokat, hogy ne sérüljön az érintkezők profilja a reszelés során.
Reszelővel, csiszolópapírral vagy kartonpapírral tisztítsa meg a rézből vagy ötvözeteiből készült érintkezési felületeket a szennyeződésektől és oxidációtól. Tisztítás után távolítsa el a fűrészport, öblítse le az alkatrészeket benzinnel és törölje le. A reszelést követően 0,5 mm-nél mélyebb lyukak nem maradhatnak az érintkező felületeken.
A mozgó érintkezőket megvizsgálják és megjavítják anélkül, hogy eltávolítanák őket a rúdról. Ha szükséges, távolítsa el a mozgó érintkezőt a 12., 13. átmenet szerint.
Felszerelés: csiszolópapír, rongyok, kartonszalag, reszelő N 2, 4.
10.12. Csavarja ki az 5. anyát (lásd 9. ábra), lazítsa meg a 25 anyát, csavarja ki a 7 rögzítőcsavart és vegye le a 4 kereszttartót késsel.
Felszereltség: 30-as és 10-es villáskulcs, csavarhúzó.
10.13. Helyezze a 4-es keresztmetszetet a rúdra, csavarja be a 7-es rögzítőcsavart, csavarja be az anyát 25, csavarja be az 5-ös anyát az alátéttel 6, az érintkezési löketet állítsa 235 mm-re.
Felszereltség: 30-as és 10-es villáskulcs, csavarhúzó, 1000 mm-es vonalzó.
10.14. Ellenőrizze a rögzített érintkezőket, és győződjön meg arról, hogy nincsenek olvadások vagy lyukak. Ha ez utóbbiakat megtalálja, rögzítse őket egy fájllal. Tisztítsa meg a szennyeződéstől és az oxidációtól. Távolítsa el a fűrészport, mossa le az érintkezőket benzinben, és törölje le.
Felszerelés: N 2, 4 reszelő, csiszolópapír, rongyok.
10.15. Ellenőrizze a 14 érintkezőrugókat (lásd a 9. ábrát) normál (nem összenyomott) és összenyomott állapotban. Azonosítsa a rugók hibáit a 7. függelék szerint. Cserélje ki a hibás rugókat új gyári rugókra.
10.16. Ellenőrizze a 18 szigetelősapka állapotát (lásd 10. ábra). Ha a kupakon törések vagy repedések vannak, cserélje ki.
10.17. Vizsgálja meg a 8 rögzített érintkezők oldalfelületeinek alsó széleit (lásd a 9. ábrát) és a 16 cipőn lévő kiemelkedések felső széleit. Ha ezeknek az éleknek nincs oválisuk, akkor le kell reszelni őket.
Felszerelés: N 2, 4 reszelő, csiszolópapír.
10.18. Vizsgálja meg az 56 villakart (lásd a 8. ábrát), a 48-as bilincset, a 27-es és 33-as kettős kart, a 49-es kart, a 43-as görgőt, hogy nincsenek-e repedések és törések. Ha a fenti alkatrészeknek jelentős hibái vannak, a helyszíni javítás nem javasolt. Javasoljuk, hogy cserélje ki a kapcsoló fázist vagy a teljes kapcsolót, majd a kapcsolószerkezet javítását műhelyben végezze.
10.19. Kenje meg az összes súrlódó részt vékony réteg CIATIM-203 kenőanyaggal.
Felszerelés: kefe.
10.20. Csavarja ki a 16-os anyát, csavarja ki a 15-ös csavart, üsse ki a 14-es kulcsot, távolítsa el a 13-as villát.
Felszerelés: drift, kalapács, csavarhúzó, csavarkulcs 14.
10.21. Csavarja ki a 17 csavarokat és távolítsa el a 18 csapágyat.
Felszerelés: csavarkulcs 24.
10.22. Vizsgálja meg a 13 villát, a 18 csapágyat, a 12 tengelyt, és győződjön meg arról, hogy nincsenek repedések, törések vagy forgácsok. Ha jelentős hibákat talál, cserélje ki az alkatrészeket. A korrózió nyomait csiszolópapírral távolítsa el. Kenje meg az összes dörzsölő részt vékony réteg CIATIM-203 kenőanyaggal.
Felszerelés: csiszolópapír, ecset.
10.23. Szerelje be a 18-as csapágyat, csavarja be a 17-es csavarokat.
Felszerelés: csavarkulcs 24.
Hiba történt
A fizetés technikai hiba miatt nem fejeződött be, pénz a számlájáról
nem írták le. Várjon néhány percet, és ismételje meg a fizetést.
A Szovjetunió ENERGIAI ÉS VILLAMOSÍTÁSI MINISZTÉRIUMA
GLAVENERGOREMONT
MENEDZSMENT
FŐJAVÍTÁSHOZ
OLAJ KAPCSOLÓ
MKP-35-1000-25
RD 34.47.604
KIVÁLÓSÁGI SZOLGÁLTATÁS A SOYUZTEKHENERGO SZÁMÁRA
Moszkva 1986
MEGÁLLAPODTAM: MEGERŐSÍTEM:
Igazgatóhelyettes
tudományos munkára
Szoftverkutató Intézet főmérnöke
"Uralelektrotyazhmash" Glavenergoremont
A.I. Utkin V.I. KURKOVICH
1. Bemutatkozás
1.1. Az MKP-35-1000-25* olajkapcsoló nagyjavítási kézikönyve egy műszaki dokumentum, amelynek követelményeinek betartása kötelező a kapcsoló nagyjavítását végző személyzet számára.
*A továbbiakban: Útmutató a rövidség kedvéért.
1.2. A kézikönyv előírja a javítási munkák megszervezésének legracionálisabb formáinak és a végrehajtásukhoz fejlett technológiai módszerek alkalmazását.
1.3. Az útmutató tartalmazza:
A) technikai követelmények a javítási munkák mennyiségére és minőségére, valamint végrehajtásuk módjára (a javítóegységek szervezeti és műszaki színvonalától függetlenül);
b) ellenőrzés módja az alkatrészek és összeszerelési egységek javítása során;
c) a berendezések javításra, javításra történő átvételének szabályait;
d) a javítási munkák minőségének értékelési szempontjai.
1.4. A kézikönyv a gyártó műszaki dokumentációja alapján készült.
2. A megszakító javítási munkáinak megszervezése
2.1. Általános rendelkezések
2.1.1. A megszakító javítását végző csapat (link) összetételét a tervezett munkakörtől függően határozzák meg (a javítási munkák időtartamát a hálózat javítási ütemterve határozza meg).
2.1.2. A javítási munkák időzítését a következők figyelembevételével kell meghatározni:
a) a brigád összetételének meg kell felelnie technológiai séma javítás. A csapat összetételének megváltoztatása a javítás befejezéséig nem megengedett;
b) az egyes előadók és a csapat egészének folyamatos leterheltsége biztosított;
c) a javítási munkák meghatározott időkereten belüli elvégzésének biztosítására szabványos feladattervek kiadása és a cserealkatrész-készlet felhasználásával aggregált egységes javítási módszer alkalmazása javasolt;
d) a javítószemélyzet munkarendjét a javítási munkák időtartamának maximális csökkentésére kell vonatkoztatni.
2.1.3. A kézikönyv 4 fős javítócsapatot ír elő: 5. kategória villanyszerelői - 1 fő, 3. kategória - 2 fő, 2. kategória - 1 fő.
2.1.4. A megszakító nagyjavításának munkaerőköltségeit a Szovjetunió Minisztériuma által jóváhagyott „A 35–500 kV-os alállomások és 0,4–20 kV-os elosztóhálózatok berendezéseinek nagy, aktuális javításainak és üzemi karbantartásának időszabványai” alapján határozzák meg. Energia 1971-ben.
Az MKP-35-1000-25 olajkapcsoló nagyjavítására vonatkozó szabványok (bemenetek megváltoztatása nélkül) - 41,8 munkaóra, változó bemenetekkel - 52 munkaóra.
2.2. Felkészülés a javításra
2.2.1. A nagyjavítások előkészítése az ilyen típusú berendezésekre vonatkozó konkrét munkakörnek megfelelően történik.
2.2.2. A javítás megkezdése előtt megfelelő képesítéssel rendelkező, betanításon, ismeretvizsgálaton és a biztonságos munkavégzés szabályaira vonatkozó utasításokon átesett dolgozókból álló csapat áll rendelkezésre.
2.2.3. A munka megkezdése előtt a csapat tervezett feladatot kap egy konkrét munkalistával és annak mennyiségének, munkaerőköltségének és befejezési időpontjának feltüntetésével, valamint technológiai utasításokkal és követelményekkel.
2.2.4. A javítás megkezdése előtt a következőket kell tennie:
a) vízvezeték-szerszámkészletet, valamint műszereket és mérőeszközöket készíteni (alkalmazások,);
b) alap- és segédanyagokat, alkatrészeket előkészíteni a javításokhoz (alkalmazásokhoz); Az anyagok listáját és mennyiségét a munka terjedelmének megfelelően kell meghatározni;
c) védőfelszerelés előkészítése és ellenőrzése;
d) egyezteti a munkamenetet más kapcsolódó munkát végző csoportokkal.
2.2.5. A kivitelezőknek a javítási vezetővel közösen, a megszakító javítására vonatkozó általános munkarend összeállítását követően:
a) meg kell győződnie arról, hogy minden, a munkavégzés biztonságát biztosító intézkedést megfelelően és maradéktalanul végrehajtanak;
b) minden tűzvédelmi intézkedést meg kell tenni.
2.3. Javítási munkák minőségellenőrzése
2.3.1. A javítási munkák minőségellenőrzését a vállalkozó a következő sorrendben végzi:
a) a javítás során a javítási vezetővel közösen ellenőrizze az egyes összeszerelési egységek állapotát. Ebben az esetben a vezetőnek utasítást kell adnia a javítási módokra, és kiegészítenie (tisztáznia) a javítás műszaki követelményeit, amely szerint az összeszerelési egységet átveszi a javításból, és értékeli a javítási munka minőségét;
b) az elvégzett rejtett munkákat és az elvégzett közbenső műveleteket a vezető elé terjeszti átvétel és minőségértékelés céljából;
c) az összes javítási munka elvégzése után mutassa be a megszakítót végső átvételre.
2.3.2. A termék egészének végső átvételét az üzemeltetési osztály képviselői a javítási vezetővel együtt végzik, amelyről műszaki javítási jegyzőkönyv készül, amelyet mindkét fél képviselői aláírnak.
3. A megszakító átvétele javításra
3.1. A nagyjavítás megkezdése előtt az üzemeltetési és javítási osztályok képviselőiből álló bizottság a javítási vezető kötelező részvételével ellenőrzi a javítási készenlétet:
a) a tőkejavítási munkák mennyiségéről szóló kimutatás rendelkezésre állása;
b) anyagok, pótalkatrészek, speciális felszerelések és szerszámok rendelkezésre állása;
c) a biztonsági intézkedések, a munkavédelem és a tűzvédelem állapotát;
d) tőkejavítási ütemterv rendelkezésre állása.
3.2. A megszakító javításra történő átvételekor meg kell ismerkedni a hibák listájával és az előző nagyjavítás során és a javítások közötti időszakban végzett munkák körével.
Az MKP-35-1000-25 olajkapcsoló műszaki adatai
(megfelel a GOST 687-70 követelményeinek)
Feszültség, kB:
névleges 35
legmagasabb működő 40,5
Névleges áram, A 1000
Átmenő áramkorlát, kA:
a 25. időszakos összetevő effektív értéke
amplitúdó 63
Hőstabilitási határáram, kA 25
Névleges lekapcsolási áram, kA 25
Leállítási áramellátás, MV-A 1750
Hőstabilitási áram folyási ideje, s 4
A rövidzárlati kioldások megengedett száma a megszakító ellenőrzése nélkül 5
Súly, kg:
kapcsoló hajtással (olaj nélkül) 2750/2830
310-et vezetni
transzformátor olaj 800
A PE-31 elektromágneses hajtás műszaki adatai
(megfelel a GOST 688-67 követelményeinek)
Az elektromágnes névleges feszültsége, V:
beleértve a 110/220
lekapcsolás 110/220
A hajtás üzemi működésének határai a tekercsek kapcsainál lévő feszültségben, a névleges érték %-ában:
záró elektromágnes 85 - 110
leválasztó elektromágnes 65 - 120
Az elektromágneses tekercs áramfelvétele 20 °C környezeti hőmérsékleten, A:
beleértve a 248/124
lekapcsolás 10/5
A kontaktor kapcsoló tekercsének áramfelvétele 110/220 V feszültségnél, A 2/1
Elektromágneses tekercsek ellenállása, Ohm:
beleértve (egy szakasz) 0,85 - 0,92
lekapcsolás (egy szakasz) 20.25 - 23.75
4. A kapcsoló szétszerelése
4.1. Általános utasítások a megszakító ürítésére
4.1.1. Vizsgálja meg a kapcsolót, ellenőrizze, hogy nincs-e olajszivárgás. Ha szivárgás van, állapítsa meg az okát.
4.1.2. Ellenőrizze, hogy a kapcsolókeret megfelelően van-e felszerelve, és a felső talpa vízszintes-e.
4.1.3. Ellenőrizze a keret rögzítését az alaphoz ( horgonycsavarokat rögzítőanyákkal kell rendelkeznie). A keretet legalább 25×4 mm keresztmetszetű acélszalaggal megbízhatóan földelni kell.
4.1.4. Ellenőrizze a csörlő és a kábel állapotát.
4.1.5. Győződjön meg arról, hogy a biztonsági szelep szakítócsavarja sértetlen.
4.1.6. Végezzen több próba be- és kikapcsolást; meghatározza a javítások előzetes terjedelmét.
4.2.1. Kösse le a gumiabroncsokat.
4.2.2. Csavarja ki a rögzítőcsavarokat 2 (ábra), csavarja le az anyákat 1 és a kupakot a 3 hegyével.
4.2.3. Csavarja le a II rögzítőcsavart a 10 anyáról, távolítsa el a tömítést (sárgaréz alátétet) 4, a központosító alátétet 5 és a tömítést 6.
4.2.6. Szerelje fel a 7-es házat, csavarja fel az anyákat.
4.2.7. Szerelje be a gumitömítést 6, központosító alátétet 5, tömítést (sárgaréz alátétet) 4, csavarja be az anyát 10, csavarja be a rögzítőcsavart 11.
4.2.8. Csavarja fel a kupakot a 3 hegyével, az anyákkal 1 és csavarja be a rögzítőcsavarokat 2.
4.3. A megszakító általános üzemi szétszerelése
4.3.1. Engedje le az olajat a kapcsolótartályokból egy előzőleg előkészített edénybe. Ellenőrizze az olajjelzők működését.
4.3.2. Kapcsolja ki az olajfűtő berendezést a tartályokban.
4.3.3. Helyezze a kábelt a tartály görgőire 3 (ábra), és finoman húzza meg. Csavarja le az anyákat a tartályt rögzítő csavarokról, távolítsa el az alátéteket, engedje le az 1-es tartályt, amíg a kábel teljesen meg nem lazul, távolítsa el a kábelt a tartály görgőiről. A másik két fázis tartályait hasonlóan süllyesztjük le.
4.3.4. Csavarja ki a képernyőt rögzítő csavarokat 1 (ábra), engedje le az árnyékolót, amíg meg nem ütközik az átmenettel.
4.3.5. Csavarja ki a csavarokat, amelyek a házat 2 a tartóhoz rögzítik, és engedje le a házat a kamerával együtt.
4.3.6. Emelje fel a képernyőt, és helyezze a bakelit persely aljára. Vegye ki a testet és a kamerát, majd távolítsa el a képernyőt.
4.3.7. Kösse le a 2. áramváltóhoz csatlakoztatott külső és belső végét (lásd az ábrát). Először ellenőrizze a jelöléseket. Ha nem elérhető, jelentkezzen.
4.3.8. Csavarja le az anyákat és távolítsa el az áramváltókat.
Jegyzet. Az áramváltókat csak akkor távolítsa el, ha ki kell cserélni vagy meg kell szárítani.
4.3.9. Csavarja le az anyákat a bemeneti csavarokról, távolítsa el a bemenetet és a tömítést (csak szükség esetén szerelje le a bemenetet).
5. Hibafelismerés és -javítás előkészítése
5.1. Alaposan tisztítsa meg az alkatrészeket és alkatrészeket a szennyeződésektől, a régi kenőanyag-maradványoktól és a korróziós mechanikai kopástermékektől, öblítse le B-70 benzinnel, majd szárítsa meg az ellenőrzéshez és a hibák azonosításához.
5.2. Távolítsa el a korrózió nyomait, a lakkot és a festéket csiszolópapírral, tisztítva ezeket a területeket fémes fényessé.
6. A megszakító alkatrészek és szerelvények hibafelismerésének és javításának műszaki követelményei
6.1. A csavarok, csapok, anyák és menetes csatlakozások elutasíthatók, ha:
a) repedések;
b) horpadások, bevágások, két fordulatnál több forgácsolás;
c) 100 mm-es hosszonként 1 mm-nél nagyobb hajlított csavar (csap).
6.1.1. A csavarfejek és anyák éleit és sarkait nem szabad összenyomni vagy levágni. Ha az élek 0,5 mm-nél nagyobb mértékben kopottak (a névleges mérethez képest), a csavar vagy anya elutasításra kerül.
6.1.2. A csavarokban és csapokban lévő sasszegek lyukainak nem szabad eltömődniük, és észrevehetően meg kell növekedniük.
6.1.3. Szétszereléskor a szervizelhető csapokat nem szabad eltávolítani az alkatrészekről. A csapok szoros és szoros illeszkedését ütögetéssel ellenőrizzük. Ha zörgő hangot hall, akkor a csapot le kell csavarni, és helyre kell állítani az illeszkedést.
6.2. Tengelyek, tengelyek.
6.2.1. A tengelyeket ki kell cserélni, ha:
a) átmérőjű kopás, kopáshelyeken ovális;
b) 0,2-0,3 mm-nél nagyobb tengelyirányú görbület;
c) repedések, kopások a tengelyek és tengelyek súrlódó felületein;
d) nyergek a tengelyek és tengelyek súrlódó munkafelületein.
6.2.2. A tengelyeket és a tengelyeket hideg állapotban kell kiegyenesíteni, könnyű kalapácsütésekkel egy stabil támasztékon. Az alkatrészek sérülésének elkerülése érdekében helyezzen fa vagy ólom távtartókat a tartóra és a kalapács alá. Ellenőrizze a görbületet egy függővonal segítségével.
6.2.3. Az alkatrész tengelyét, tengelyét és ellipszisét a kopás helyén legfeljebb 0,4 mm-rel lehet csökkenteni, mikrométerrel ellenőrizni kell a tengelyek és tengelyek átmérőjét és ellipszisét.
6.2.4. A lyukak átmérője és ellipszisük legfeljebb 0,4 mm-rel növelhető. Ellenőrizze a furat átmérőjét és ellipszisét tolómérővel.
6.2.5. Finom reszelővel vagy csiszolópapírral óvatosan távolítsa el a sorját a tengelyek felületéről.
6.2.6. A tengelyek munkafelületein lévő nyergek és horpadások meghatározása a deformált területek legkisebb átmérőjének mérésével történik. A munkafelületeken nyergek és horpadások reszelése nem megengedett.
6.3. A rögzítő alátéteket és a rugós alátéteket el kell dobni:
a) repedések és törések jelenlétében;
b) a rugalmasság elvesztésével;
c) ha a rugós alátétek szétterülése kisebb, mint a vastagságának másfél.
6.3.1. Az alátét normál terjedése vastagságának kétszeresével egyenlő, az elfogadható másfél.
6.3.2. Ha az illesztés meglazult vagy a beállító csapok elkoptak, húzza ki az alattuk lévő lyukat, és szerelje be a javító méretű csapokat.
6.4. A hengeres tekercsrugókat vissza kell utasítani, ha:
a) repedések és törések;
b) a tekercsek egyenetlen osztása a rugó teljes hosszában több mint 10%;
c) a rugó tengelyének eltérései a végsíkra merőlegestől 5 mm-nél nagyobb 100 mm-es hosszonként;
d) a rugó rugalmasságának elvesztése a normál érték 5-10%-án belül megengedett.
6.5. Pecsétek.
6.5.1. Az önzáró olajtömítések elutasíthatók, ha:
a) horpadások, mély karcolások és mások mechanikai sérülés házak és burkolatok;
b) repedések, vágások, szakadások, mély karcolások a mandzsetta szárral érintkező felületén;
c) az olajtömítés tömítésének laza illeszkedése a házban;
d) a rugó törése vagy sérülése.
6.5.2. Minden filc tömítés és tömítés van jelentős felújítás csere tárgya.
6.6. Tömítő tömítések.
6.6.1. A karton tömítéseken nem lehetnek szakadt foltok vagy szakadások.
6.6.2. A tömítés egyenetlen vastagsága teljes hosszában nem haladhatja meg a 0,1 mm-t.
6.6.3. A tömítés felületének simának, tisztának, gyűrődések és ráncok nélkül kell lennie.
6.6.4. A gumitömítéseken nem lehetnek repedések, nyírások vagy maradvány alakváltozások. Ha a felsorolt hibák jelen vannak, vagy a tömítés elveszti rugalmasságát, cserélje ki.
6.7. Áramváltók
6.7.1. Mérje meg a szekunder tekercs szigetelési ellenállását megaohmmérővel 1000 V feszültség esetén. A szekunder tekercs szigetelési ellenállása csatlakoztatott szekunder áramkörökkel legalább 1 MOhm legyen.
6.7.2. Ellenőrizze a szigetelő felületek állapotát. Tekerje be a sérült területeket védőszalaggal, lakkozzon bakelit lakkkal, majd szárítsa meg.
6.8.1. Mozgatható érintkező
Termékenkénti mennyiség - 3.
|
Pozíció a képen |
Lehetséges hiba |
A hiba elhárításának módja |
|
|
Ég, olvad. A megengedettnél nagyobb olvadás (2 mm-nél nagyobb mélységig) |
Reszel, tisztíts Cserélje ki |
||
|
Menet sérülés |
Helyreállítás menetvágó szerszámmal |
||
|
Ellenőrzés. Nagyító LP-1-7* |
Cserélje ki |
1. Repedések és deformációk nem megengedettek.
3. A reszelés után legfeljebb 0,5 mm-es bemélyedés megengedett.
6.8.2. Kondenzátor bemenet (ábra)
Termékenkénti mennyiség - 6.

|
Pozíció a képen |
Lehetséges hiba |
A hiba azonosításának módszere és vezérlő eszköz |
A hiba elhárításának módja |
|
Repedések, forgácsok teljes területtel 10 cm2-nél fehérebb |
Ellenőrzés. Mérés. Vonalzó |
Cserélje ki |
|
|
Ugyanaz a terület 10 cm2-ig |
Ellenőrzés. Mérés. Vonalzó |
Tisztítsa meg, zsírtalanítsa, vonja be egy réteg bakelit lakkkal |
|
|
Oxidáció, szénlerakódások |
Egyértelmű |
||
|
Erősítő hézagok gittjének részleges forgácsolása |
Fejezze be az ezt követő lakkbevonattal |
||
|
Repedések, masztix leválása a falakról |
Cserélje ki |
A javított alkatrész műszaki követelményei
1. A szigetelési ellenállásnak legalább 1000 MOhm-nak kell lennie.
2. Dielektromos veszteség érintő tgd legfeljebb 3% lehet (20 ± 5 ° C hőmérsékleten).
3. A perselynek ki kell bírnia a 95 kV-os nagyfeszültségű próbát 5 percig.
4. Ohmos bemeneti ellenállás nem több, mint 60 μOhm.
6.8.3. Ívkamra (ábra)
Termékenkénti mennyiség - 6.

|
Pozíció a képen |
Lehetséges hiba |
Hibafelismerési módszer és vezérlőeszköz |
A hiba elhárításának módja |
|
Égés, olvadás és héjak |
Reszeljük le, megtartva az eredeti formát. Az érintkezési felületen legfeljebb 0,5 mm mélységű víznyelők megengedettek. Helyezze vissza az ezüst bevonatot elektromos szikramódszerrel |
||
|
Szigetelőlemezek vetemedése és égése |
Cserélje ki |
||
|
Az összetett réteg több mint 2/3-ának kiégése |
Cserélje ki |
||
|
A rugalmas csatlakozócsomag vastagságának több mint 1/4-e eltört |
Cserélje ki |
A javított alkatrész műszaki követelményei
1. Repedések és deformációk nem megengedettek.
2. A cérna elszakítása egynél több fordulatnál nem megengedett.
3. A szakadt lapokat a vastagság 1/4-énél kisebb töréssel vágja le.
Termékenkénti mennyiség - 3.

|
Pozíció a képen |
Lehetséges hiba |
Hibafelismerési módszer és vezérlőeszköz |
A hiba elhárításának módja |
|
Az olajjelző szivárog |
Cserélje ki a hibás alkatrészt, tisztítsa meg az olajjelző üvegét |
||
|
A tartályon belüli szigetelés jelentős vetemedése |
Olajjal nem töltött tartály ellenőrzése |
Cserélje ki |
|
|
Távolítsa el szerkesztéssel |
|||
|
Repedések a hegesztéseken |
Az olajjal töltött tartály ellenőrzése |
Távolítsuk el tealevéllel |
|
|
A korróziógátló bevonat sérülése |
Tisztítsa meg a sérült területeket, zsírtalanítsa, állítsa helyre a bevonatot |
||
|
Az olajleeresztő szelep szivárog |
Kenjük be gittel és fessük olajfestékkel |
A javított alkatrész műszaki követelményei
Repedések és deformációk nem megengedettek.
7. A megszakító alkatrészeinek összeszerelése
7.1. Bejegyzések telepítése
7.1.1. Helyezze a tömítést a bemeneti karima alatti burkolat furatára, emelje fel a bemenetet a kapcsolóra, óvatosan szerelje be a burkolat furatába, középre, amíg a rögzítőfuratok tengelyei egybe nem esnek. Végül állítsa be a bemeneti pozíciót. Rögzítse a bemenetet a fedélhez csavarokkal, anyákkal és alátétekkel. Az áthelyezés elkerülése érdekében húzza meg felváltva átlósan az anyákat.
7.2. Ívoltó készülék és érintkezőrendszer összeszerelése
7.2.1. Rögzítse a rugalmas csatlakozásokat 4 a 3. tartóhoz (lásd az ábrát) és a 6. rögzített érintkezőt. Győződjön meg arról, hogy a rugalmas csatlakozásokat rögzítő csavarok végei nem mennek be a csésze gyűrű alakú mélyedésébe, amelyben az 5 rugó található.
7.2.2. Szerelje be az 5-ös rugót, csavarja be a vezetőcsavart. Győződjön meg arról, hogy a csavarfej bevágásai a sárgarézüveg falán lévő lyukakkal szemben helyezkednek el.
7.2.3. Szerelje be a 2-es házat, rögzítse csavarokkal a 3-as tartóhoz.
7.2.4. Szerelje össze a 7 szigetelőlemez-készletet, rögzítse őket a testhez 2 szigetelt csavarral.
7.2.5. Emelje fel a képernyőt, és helyezze a bakelit persely aljára.
7.2.6. Szerelje fel a kamerát az áramot vezető bemeneti rúdra, és rögzítse párnákkal és csavarokkal.
7.2.7. Ellenőrizze a kamera beépítési méreteit:
A függőlegestől való eltérés ± 1 mm a kamera teljes magasságában;
A kamera és a vezetőcső tengelye közötti távolság 90 ± 1 mm.
Ebben az esetben a mozgó érintkezőknek úgy kell mozogniuk a kamrában, hogy nem érintik a falait.
A beállítás a kamera helyzetének megváltoztatásával történik az áramvezető rúdon.
7.2.8. Rögzítse a kamera helyzetét az áramvezető bemeneti rúdon egy rögzítőcsavarral.
7.2.9. Helyezze az 1-es képernyőt a kamerára, és rögzítse csavarokkal.
8. Kapcsoló beállítása
8.1. Ellenőrizze a meghajtó mechanizmus működését. Lassan kapcsolja be a kapcsolót a DV-33 aljzat segítségével. Ugyanakkor ellenőrizze, hogy vannak-e olyan területek, ahol a mozgó rendszer elakadt, és nem érezhető-e a bekapcsoláshoz szükséges izomerő növekedése. A kapcsolási folyamat során (a teljes löket alatt) többször lazítsa meg az emelő fogantyújára ható erőt, így lehetőség nyílik a mozgó rendszer fordított mozgására.
Ellenőrizze, hogy a kapcsoló mozgó rendszere megáll-e (lefagy) bármely közbenső helyzetben.
8.2. Ellenőrizze a meghajtó mechanizmus karjainak helyes helyzetét egy sablon segítségével (ábra).
Amikor a karok a megfelelő helyzetben vannak, a hajtómechanizmus tengelyeinek érinteniük kell a sablont. A középső tengelytől a sablonvonalhoz képest 2-3 mm-es alullövés megengedett.
Figyelem! A középső tengely átmenete a sablonvonalon túl a nyomócsap felé nem megengedett.
8.3. A tengelyhelyzet-minta be nem tartása a rudak lerövidítésével vagy meghosszabbításával szabályozható a különböző fázisú hajtómechanizmusok között, azok hegyének becsavarásával.
Ha egyenlő eltérés van mindhárom fázis mintázata között, a beállítást a hajtáshoz vezető függőleges rúd hosszának változtatásával kell elvégezni.
8.4. Ellenőrizze a hézagot (1,5-2 mm) a meghajtó mechanizmus karja és a nyomócsap között.
Állítsa be az ütközőcsap helyzetét a kapcsoló bekapcsolt helyzetében.
8.5. Ellenőrizze a mozgó érintkező teljes löketét.
A kapcsoló „be” állásában tegyen jelölést a rúdon a vezetőcső alsó végén. Kapcsolja ki a kapcsolót, és ismét jelölje meg a rudat.
A rúd teljes lökete 270 - 280 mm.
8.6. Ellenőrizze a pólusérintkezők egyidejű zárását (2 mm-nél nem nagyobb eltérés megengedett), a pólusok közötti érintkezők zárását (4 mm-nél nem nagyobb eltérés).
Beállítani:
a) rögzített érintkezős kamerák le- vagy emelése;
b) a mozgatható érintkezők (rudak) csavarozása vagy lecsavarása a keresztirányú bélésekben.
8.7. Mérje meg minden pólus érintkezési ellenállását (legfeljebb 300 μOhm). A mérést az áramváltók szekunder tekercsével az üzemi terhelésre zárva vagy rövidre zárva végezzük.
8.8. Készítsen rezgésfelvételt, ellenőrizze a kapcsoló mozgó érintkezőinek mozgási sebességét (olaj nélkül) ki- és bekapcsoláskor:
az érintkező nyitásának pillanatában - 1,7 - 2,3 m/s és 1,8 - 2,6 m/s; maximum - 3,0 - 3,6 m/s, illetve 2,1 - 5,9 m/s.
Javasoljuk az egyidejűség, az érintkezési út (nyomás - 16 ± 1 mm) ellenőrzése, valamint a sebesség és az idő jellemzőinek mérése távirányítóval (ábra).
9. Hajtás javítás
9.1. Hajtásvizsgálat
9.1.1. Tisztítsa meg és ellenőrizze a meghajtó minden hozzáférhető részét portól, szennyeződéstől és régi zsírtól, ellenőrizze:
a) a tengelyek és rugók állapota;
b) meghajtó tartó;
c) az alkatrészek korróziós foka;
d) horpadások és keményedés hiánya a munkafelületeken.
Végezze el a meghajtó alkatrészeinek hibafelismerését és javítását a fejezet szerint. .
9.1.2. Ellenőrizze az elektromágneses magok torzulását és elakadását.
9.1.3. Ügyeljen a csatlakozások és azok rögzítésének megbízhatóságára.
9.1.4. Különös figyelmet kell fordítani arra, hogy az erőátviteli mechanizmusok minden láncszemében legyenek olyan eszközök, amelyek megakadályozzák a spontán kicsavarást (záróanyák, rugós alátétek stb.).
9.1.5. Vizsgálja meg a KBO és a KKB blokkérintkezőit. Ügyeljen a mozgó és rögzített érintkezők, rugók, bilincsek, érintkezőcsavarok, rudak és karok állapotára.
9.1.6. Adja meg a meghajtó javításának végső körét. Csak akkor szerelje szét a meghajtót, ha olyan hibákat észlel, amelyek zavarják a meghajtó további normál működését.
9.2. Hajtásszabályozás
Figyelem! A hajtás beállítása közben bekövetkező véletlen leállás esetén a sérülések elkerülése érdekében a 6. biztonsági csavart (ábra) egészen az 5. leállító kilincsig kell csavarni. Leállításkor vagy a beállítás befejezésekor csavarja ki a 6. csavart, beállítva a hézagot. 13-15 mm-ig.
9.2.1. ábra szerint tartsa fenn a kilincsek hézagait és mélyedéseit. . Állítsa be az 5 leválasztó kilincs 5-8 mm esési értékét a 2 csavarral és a 4 csavarral.
9.2.2. Ellenőrizze a 3. kar reteszeléssel való összekapcsolásának megbízhatóságát, amikor az 5 kioldókar a 6. csavarnak támaszkodik. Állítsa be az 1. csavarral.
9.2.3. Ellenőrizze, hogy a KBB és KBO érintkezők helyzete megfelel-e a kapcsoló helyzetének. A kapcsoló bekapcsolt helyzetének meg kell egyeznie a KBB érintkező kikapcsolt és a KBO érintkező bekapcsolt helyzetével.
9.2.4. Ellenőrizze a KBV blokk érintkezőinek nyitását a hajtás aktiválási ütemének végén. A vizsgálatot minimális feszültségen (93,5/187 V) kell elvégezni a kapcsoló elektromágnes kapcsain a bekapcsolás pillanatában.
9.2.5. Állítsa be a kilincsek és a kilincsek közötti rést a blokk érintkezőinél az 1. ábra szerint. . A beállítást úgy kell elvégezni, hogy a 4 villát (. ábra) a 3 rúd mentén mozgatjuk és a menetes csapot 2 mozgatjuk. A 4 villának a 3 rúdon kell forognia.
Figyelem! A blokkérintkezők átviteli összeköttetéseinek sérülésének elkerülése érdekében legyen óvatos a beállításkor, és csak azután rögzítse a rudat a karokhoz, miután először ellenőrizte a hosszát a hajtás mindkét szélső helyzetében.
9.2.6. Kenje be a kapcsoló elektromágnes magját speciális kenőanyaggal (egy rész CIATIM-203 és egy rész amorf vagy ezüst grafit).
10. A megszakító végső összeszerelése és tesztelése
10.1. Tisztítsa meg a tartályt a szennyeződésektől, törölje le, ellenőrizze a belső szigetelés használhatóságát.
10.2. Ellenőrizze az olajleeresztő szelepek és az elektromos fűtés működőképességét. Kapcsolja be a cső alakú fűtőtesteket a névleges feszültség 50% -ának megfelelő feszültséggel 2 órán keresztül - szárításhoz.
10.3. Szereljen be egy eltávolítható csörlőt, helyezze a csörlő kábelét a tartálygörgőkre 3 (lásd az ábrát), és használja a csörlőt a tartályok felemeléséhez és rögzítéséhez.
10.4. Mérje meg a tengely elfordulási szögét, amelynek 57°-nak kell lennie.
10.5. Töltse fel a tartályokat olyan olajjal, amelynek áttörési feszültsége nem alacsonyabb, mint 35 kV. Feltöltéskor ellenőrizze az olajjelzők működését és ellenőrizze a szivárgást. Az olaj feltöltése és ülepítése után vegyen mintát. Az olaj áttörési feszültségének legalább 30 kV-nak kell lennie.
10.6. Fesd le a kapcsolót.
10.7. Csatlakoztassa a gumiabroncs légtelenítését.
10.8. Határozza meg a záró elektromágnes minimális feszültségét, amelynél a hajtás terhelés nélkül képes bekapcsolni a kapcsolót.
10.9. Határozza meg a kioldó elektromágnes azon legalacsonyabb feszültségét, amelynél a hajtás képes kioldani a megszakítót.
10.10. Ellenőrizze a kapcsoló és a hajtás együttes működését a kapcsoló ötszöri be- és kikapcsolásával.
10.11. Üzembe helyezés előtt ellenőrizze a kapcsolót 95 kV-os feszültséggel 1 percig.
1. számú melléklet
A megszakító nagyjavításához szükséges szerszámok listája
|
Név |
Kijelölés |
Szabványos megnevezés |
Mennyiség, db. |
|
|
1. Kétoldalas villáskulcsok: |
||||
|
Kulcs 7811-0003 |
||||
|
Kulcs 7811-0021 |
||||
|
Kulcs 7811-0022 |
||||
|
Kulcs 7811-0023 |
||||
|
Kulcs 7811-0025 |
||||
|
2. Egyoldalas villáskulcsok: |
||||
|
Kulcs 7811-0142 |
||||
|
Kulcs 7811-0146 |
||||
|
3. 1. sz. csőkaros kulcs |
||||
|
4. Kombinált fogó, 200 mm hosszú |
Fogó, 200 |
|||
|
5. Lapos, tompa orrú reszelő |
2820-0029 ügyirat |
|||
|
2820-0029 ügyirat |
||||
|
6. Csavarhúzó szerelőknek |
Csavarhúzó 7810-0309 |
|||
|
7. Padkalapács, acél, 400 g tömegű |
Kalapács 7850-0034 |
|||
|
8. Metrikus mérővonalzó |
1-500. sor |
|||
|
1-150. sor |
||||
|
9. Nóniusz féknyereg |
||||
|
10. Rúdszint |
Szint 150 mm hosszú |
|||
|
13. Kézi emelő |
||||
|
14. Vibrogramok készítésére szolgáló eszköz |
||||
|
15. Sablon |
||||
|
16. Elektromos fúró |
||||
|
17. 6-os átmérőjű fúrók; 8 mm |
||||
|
18. Csapok |
||||
2. függelék
A javítás során használt eszközök listája
|
Név és megnevezés |
Célja és rövid leírása |
|
1. Hordozható híd - MD-16 |
Kapacitás és dielektromos veszteségszög mérésére szolgáló eszköz tgd |
|
2. Megaohméter M-1101 |
1000 V szigetelési ellenállás mérés |
|
3. M-246 mikroohméter |
Érintkezési ellenállás mérése |
|
4. Vibrográf |
Vibrogram eltávolítás, 12 V |
|
5. Voltmérő E-L5 |
0-600 V, osztály 0,5 |
|
6. Kapcsoló beállító panel. A Yuzhenergoremont vállalkozás fejlesztése |
Pólus és pólusok érintkezőinek egyidejű zárásának ellenőrzése, karakterisztikák felvétele, vibrográf tápellátása, világítás |
|
7. EFI-54 elektroszikrás módszerrel történő ezüstözés szerelése |
Ezüstözött érintkezési felületek helyreállítása (csak a műhelyben). A felvitt réteg vastagsága 0,01 mm. Maximális termelékenység akár 10 cm2/perc |
|
8. Összecsukható zsebes nagyító LP-1-7* |
|
|
9. RSPS kettős ellenállás |
340 ohm ± 10% 1 A - sorosan 2 A - párhuzamos |
3. függelék
Anyagfelhasználási szabványok a megszakító nagyjavításaihoz
|
Név |
Szabványos megnevezés |
Fogyasztási arány egy megszakító javításához |
|
Transzformátorolaj TKp, kg |
||
|
CIATIM-203 zsír, kg |
||
|
Repülőbenzin B-70, l |
||
|
Törlőrongy, kg |
||
|
Csiszolópapír, különböző, m2 |
||
|
Festék sárga, piros, zöld, szürke, kg |
A szükségből |
|
|
Elektromos szigetelő karton EM, 1 mm vastag, kg |
||
|
Műszaki gumilemez, kg: |
||
|
Bakelit lakk, kg |
||
|
Különböző sasszegek, kg |
||
|
Szárítóolaj oxol, kg |
||
|
Gitt, kg |
||
|
Vonó, kg |
ÁLTALÁNOS INFORMÁCIÓK A BM-35 TÍPUSÚ KAPCSOLÓK TERVEZÉSÉREés MKP-35
A VM-35 típusú olajmegszakítókat 600 A névleges áramerősségre gyártják, 400 ezer kVA maximális megszakító teljesítménnyel. 1941-ig a kapcsolókat a VM-35-N változatban gyártották kültéri telepítésés VM-35-F beltéri telepítéshez. A VM 35-F megszakítók főként a belső telepítés bemeneteiben és a fázisok közötti kisebb távolságokban különböznek egymástól. Jelenleg a gyártó VM-35 típusú kapcsolókat gyárt elektromágneses meghajtással (VMD-35 kapcsoló megjelölése), vagy kézi automatikus hajtással (VM-35 kapcsoló megjelölése). Szükség esetén az iBM-35 típusú kapcsolók terheléses vagy rugós hajtásokkal is összekapcsolhatók.
Az MKP-35 típusú olajmegszakítókat 600 és 1000 A névleges áramra gyártják, 1000 ezer kVA maximális leállási teljesítménnyel. Az MKP-35 típusú kapcsolók ShPE-2 vagy ShPS-30 típusú elektromágneses meghajtókhoz csatlakoznak.
A VM-35 és MKP-35 típusú kapcsolók nyitott telepítésre szolgálnak, de beltérre is beépíthetők. A kapcsolók főbb műszaki adatait a táblázat tartalmazza. ÉN.
Amikor a kapcsoló be van kapcsolva, az áramkör a bemenet felső érintkezőcsúcsától az áramvezető rúd mentén átmegy a rögzített érintkezőig, amelyre a mozgatható érintkező rá van nyomva. Ezen keresztül az áram a második rögzített érintkezőhöz, majd a másik bemenet felső érintkezőcsúcsához jut. A mozgóérintkezőt egy vezető bakelit csövön áthaladó szigetelőrúd köti össze a kapcsolómeghajtó mechanizmussal.
A kapcsoló kikapcsolásakor a meghajtó mechanizmus a kioldórugók hatására lefelé mozgatja a mozgatható érintkezőket, és az ív egyidejűleg két ívoltó kamrában kialszik. A leválasztott kapcsoló mozgóérintkezői az alsó területen, a tartály aljának közelében találhatók. Ahol megbízható szigetelés olaj biztosítja.
A kapcsoló bekapcsolásakor a hajtás hatására a kioldórugók megfeszülnek, és ezzel egyidejűleg a mozgó érintkezők felemelkednek, a rögzítettekkel zárva.
Asztal 1
|
Elektromos jellemzők |
VM-35 |
MKP-35 |
|
Névleges feszültség, kv |
35 |
35 |
|
Legmagasabb üzemi feszültség négyzetméter |
40.5 |
40.5 |
|
Névleges áram, A |
600 |
600 |
|
1 000 |
||
|
Áramkorlátozás, ka: |
24 |
|
|
effektív érték |
10 |
|
|
a ha oud táblái |
17,3 |
45 |
|
Hőstabilitási áram, ka, Mert |
||
|
időtartam: |
24 |
|
|
1 mp |
10 |
|
|
5 mp |
10 |
16,5 |
|
7,1 |
11.7 |
|
|
Maximális leállási teljesítmény, ezer. |
||
|
kwa,névleges feszültségen, négyzetméter: |
1 000 |
|
|
35 |
4ii |
|
|
25 |
230 |
570 |
|
Mechanikus geekek |
VM-35 |
MKP-35 |
|
|
A hajtótengely elfordulási szöge |
|||
|
alázatosság, jégeső |
85+5 |
72 |
|
|
A kar és az ütköző közötti rés, amikor |
|||
|
a kapcsoló bekapcsolt állásban van, |
|||
|
1,5-2 |
1,5-2 |
||
|
A rúd és a vezető közötti rés |
1-1,5 |
1-1,5 |
|
|
mi, mm |
|||
|
Kamera magasság mm |
120 |
- |
|
|
Ellenőrző méretek a telepítéshez |
80 + 1 |
90±1 |
|
|
mérések (távolság a fázistengelytől), mm . . |
|||
|
Mozgó érintkezők mozgása mm. . . |
270-280 |
||
|
Ugyanez a kioldó kapcsolókkal ig |
|||
|
1941 mm |
200-210 |
- |
|
|
Ütés a munkaérintkezőkben (préselés), mm. . |
12+2 |
16+1 |
|
|
Ugyanazok a kapcsolók, amelyeket 1941 előtt gyártottak, |
|||
|
mm |
10+2 |
- |
|
|
Nyomja meg az érintkező rugókat, G-nek. . |
17 |
- |
|
|
A kapcsolatzárás különböző időpontjai, |
|||
|
mm: |
2 |
||
|
fázisban |
2 |
||
|
fázisok között |
4 |
4 |
|
|
Érintkezési ellenállás, |
550 |
350 |
|
|
Mechanikai jellemzők |
VM-35 |
MKP-35 |
|
Leállítási sebesség p s/s: az érintkezők kinyitásának pillanatában. . |
0.9-1.2 |
1.5-1.7 |
|
abban a pillanatban, amikor a névjegyek elhagyják a kamerát |
2.2-2,9 |
|
|
maximum - . . |
2.4-3.1 |
2.8-3.5 |
|
Kapcsolási sebesség m,"sec |
Típustól függően |
|
|
hajtás |
||
|
Súly, kg: kapcsoló (hajtás nélkül), nincs olajjal feltöltve |
900 |
1 900 |
|
olajok három fázisban |
300 |
800 |
|
kapcsoló olajjal és meghajtással |
1 300-1 350 |
3 100-3 400 |
Általános formaábrán láthatók a kapcsolók. 1. és 2.
A kapcsoló minden fázisa a saját fedelére van felszerelve, és külön tartállyal rendelkezik, amelybe szigetelőolajat töltenek. A kapcsoló három fázisa egy közös hegesztett keretre van felszerelve. A fázisburkolatokat csövek kötik össze. A keret tartalmaz egy dobot kábellel a tartályok le- és felemeléséhez. A dob tengelyén csörlő található, és minden tartály görgőire egy kábel kerül. A kapcsoló fázisrészeinek elhelyezkedése az ábrán látható. 3. és 4.
Rizs. 1. A VL1-35 kapcsoló általános képe.

Rizs. 2. Az MKP-35 kapcsoló általános képe.
1 - fedél; 2 tartályos 3 - bemenet; 4 - keret; 5 - összekötő cső; 6- dob; 7 - csörlő; 8 - szekrény meghajtóval.

Rizs. 3. A VL1-35 kapcsoló fázisának szakasza.
1 - meghajtó mechanizmus; 2 - olajjelző; 3 - vezetőcső; 4 - képernyő; 5 - mozgó érintkező; 6 - olajleeresztő szelep; 7 - bemenet; 8 - fedél; 9 - áramváltó; 10 - ívoltó kamra; 11 - tartály; 12 - tengely;
13 - vattacsapágy; 14 - csatlakozódugó; 15 - bemeneti burkolat; 16- rögzítőgyűrű; 17 - rögzített érintkező; 18 - tartály szigetelése.

Rizs. 4. A kapcsoló fázis szakasza o
MKP-35.
1 - meghajtó mechanizmus; 2 - olajjelző-1el; 3 - vezetőcső; 1 - képernyő;
5 - mozgó érintkező; 6 -- MafocnvcK szelep; 7-bemenet, „-fedél; 9-áramú transzformátor; 10 - ívoltó kamra; 11 - tartály; 12 - keret; 13 - a meghajtószekrény alsó része;
14 - dugó, amelyen keresztül egy rudat csavarnak a rúd végébe, amikor vibrogramot készítenek a rúd mozgási sebességéről;