G1.1.2 menetes furat átmérője. Csőmenet méretek
Teljesítmény belső menetáltalában nem okoz gondot. De a szerszám használatának és a metrikus menetek vágásához szükséges furatok kiválasztásának néhány jellemzője létezik.
Száltípusok
Fő jellemzőikben különböznek:
- átmérőszámítási rendszer (hüvelyk, metrikus, egyéb);
- látogatások száma (két-, három- vagy egyszeri belépő);
- profil alakja (téglalap, trapéz, háromszög, kerek);
- a csavar forgásiránya (bal vagy jobb);
- elhelyezés az alkatrészen (belső vagy külső);
- az alkatrész alakja (kúp vagy henger);
- cél (futás, rögzítés-tömítés vagy rögzítés).
A felsorolt jelek szerint a következő típusokat különböztetjük meg:
- hengeres (MJ);
- metrikus és kúpos (M, MK);
- cső (G, R);
- Edison kör (E);
- trapéz alakú (Tr);
- kör vízvezeték szerelvényekhez (Kp);
- tolóerő (S, S45);
- hüvelyk, beleértve a hengeres és kúpos (BSW, UTS, NPT);
- olaj fokozatú.
Eszközök belső menetek készítéséhez

Belső menet készítéséhez csapra van szüksége - egy spirális szerszámra éles hornyokkal. A rúd lehet kúp vagy henger alakú. A hornyok végigfutnak, és fésűnek nevezett szakaszokra törik a szálat. A fésűk élei a munkafelületek.
A horony tisztasága érdekében a fémet fokozatosan, rétegesen távolítják el. Ehhez egy nagyon hosszú szerszámra vagy készletre van szükség.
Egyes menetfúrók is megtalálhatók az értékesítésben, gyakrabban használják lecsupaszított menetek rögzítésére. Ahhoz, hogy újat vágjanak, vesznek egy készletet. Ezért a csapokat általában párban értékesítik: nagyoláshoz és befejező munkákhoz. Az első sekély barázdát vág, a második megtisztítja és elmélyíti. Vannak hárommenetes eszközök is. A vékony, akár 3 milliméteres csapokat kettesben, a szélesebbeket hármasban árulják. A gallérokban háromirányú csapok vannak behelyezve. A gombok eszköze eltérő, de méretüknek meg kell egyeznie a vágó méretével.
A készletben a szerszámokat a farok végén alkalmazott kockázatok különböztetik meg. Ha alaposan megnézi, észreveheti az alakbeli különbségeket:
- az első csap erősen vágott foghegyekkel, a külső átmérője valamivel kisebb, mint a készlet többi szerszámának;
- második csap rövidebb csákányszegmenssel, hosszabb fésűkkel. Átmérője valamivel nagyobb, mint az elsőé;
- a harmadik csap teljes fogsorral rendelkezik, és átmérőjének meg kell egyeznie a jövőbeli menet méreteivel.
A csapok csőcsapokra vannak osztva ("G" jelöléssel) a cső belsejében lévő menetek vágására és metrikusra - gyakoribb.
A minőség közvetlenül függ a csap tulajdonságaitól: származnia kell jó fémés éles. A kenést a szerszám élettartamának meghosszabbítására és a menet minőségének javítására használják. Általában 3-5 próbálkozás szükséges a stabil szeletelési készség megszerzéséhez.
vágási folyamat

A vágás megkezdése előtt fúróval kell lyukat készíteni a munkadarabon. A fúróból származó furat átmérőjének meg kell egyeznie belső dimenzió szálak. Ha a fúrók által készített furat mérete nem megfelelő, akkor eltörheti a szerszámot, vagy a hornyok rossz minőségűek lesznek.
Vágás közben a fém egy része nem hullik ki forgácsokkal, hanem átnyomódik a csap munkafelületein, horonyprofilt képezve a munkadarabon. Tekintettel erre a jellemzőre, a fúró mérete, amely lyukat képez a menet számára, valamivel kisebb, mint a jövőbeli menet névleges átmérője.
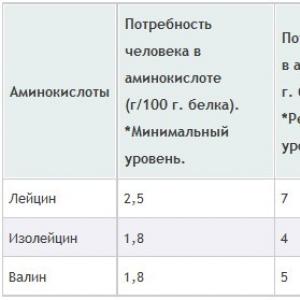
Például az M5 (horonyátmérő 5 mm) vágásakor 4,2 mm-es furathoz kell fúrót választani. Az M4 vágásához a fúró átmérőjének 3,3 milliméternek kell lennie, és az M6 csappal való munka előtt először egy lyukat kell készíteni egy 5 mm-es fúróval. Ezt a mutatót a menetemelkedés figyelembevételével számítják ki. A lépés matematikailag kiszámítható, de a gyakorlatban megfelelési táblázatokhoz folyamodnak, ahol az M5 csapnál a lépés 0,8, az M4-nél ez az érték 0,7, az M6-nál - 1. Vonjuk ki a lépésjelzőt az átmérőből, és kapjuk kívánt átmérőjű fúró. Törékeny fémekkel, például öntöttvassal végzett munka során a fúró átmérőjét 0,1 mm-rel kell csökkenteni a táblázatban javasolt mérethez képest.
A furatátmérő kiszámításának képlete háromjáratú csapokkal végzett munka esetén:
Akár \u003d Dm * 0,8;
ahol: Dm a csap átmérője.
| típus | Átmérő | Lépés |
| M1 | 0,75 | 0,25 |
| M1.2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| M3 | 2,1 | 0,46 |
| M3 | 2,5 | 0,5 |
| M4 | 3,3 | 0,7 |
| M5 | 4,1 | 0,8 |
| M6 | 4,9 | 1 |
| M8 | 6,7 | 1,25 |
| M10 | 8,4 | 1,5 |
1. táblázat A menetátmérők és az előkészítő furatok megfelelése
A munka megkezdése előtt a csapot egy négyzet alakú szárba helyezik - egy hajtókarba. A nyakörvek lehetnek szabályosak vagy racsnis. A faragás óvatosan történik, az első lépés az 1-es számú csappal a végéig történik. Speciális figyelem a mozgás irányába kell fordulni: csak az óramutató járásával megegyező irányba, miközben némi erőfeszítés szükséges. A művelet a következőképpen történik: 1/2 fordulat az irányba váltakozik 1/4 fordulattal a csavarral szemben, hogy eltörje a forgácsot.
| Cérna hüvelykben | Külső D, mm | Átmérő, mm-ben | Haladás, mm |
| 1\8" | 2,095 | 0,74 | 1,058 |
| 1\4" | 6,35 | 4,72 | 1,27 |
| 3\16" | 4,762 | 3,47 | 1,058 |
| 5\16" | 7,938 | 6,13 | 1,411 |
| 7\16" | 11,112 | 8,79 | 1,814 |
| 3\8" | 9,525 | 7,49 | 1,588 |
2. táblázat: Furatátmérők hüvelykes menetekhez
Néhány csepp kenőanyag sokkal könnyebbé teszi a siket emberek munkáját. menetes lyukak. Bár néha motorolajat használnak kenőanyagként, a szárítóolaj optimális az acél megmunkálásához. Val vel alumíniumötvözetek előnyösebb kerozint, alkoholt vagy terpentint használni. Műszaki olaj is használható, de kisebb hatással.
Házi készítésű csap alumínium ötvözetekhez
Sárgaréz vagy könnyűötvözet alkatrészek belső menetének létrehozásához használhatja házi készítésű eszközés fúrók a szokásos készletből. Megfelelő kalibrált acélhuzal. Egy szerszám segítségével külső menetet vágnak rá, majd a munkadarabot megkeményítik. Kikeményedés után az alkatrészt érett szalma színűre kell engedni. Vágóélek rúddal vagy élezővel élesítve, miután az alkatrészt befogótokmányba szorította.
Videó a belső menet elvágásáról:
Úgy tűnik, hogy a csövekben a komplexum? Csatlakoztassa és csavarja ... De ha Ön nem vízvezeték-szerelő vagy szakirányú végzettséggel rendelkező mérnök, akkor minden bizonnyal kérdések merülnek fel a válaszokhoz, amelyekre oda kell mennie, amerre a szeme néz. És valószínűleg először az interneten néznek meg)
Korábban az átmérőkről beszéltünk fém csövek ebben az anyagban. Ma megpróbáljuk tisztázni a menetes csőcsatlakozásokat különféle célokra. Igyekeztünk nem túlzsúfolni a cikket definíciókkal. Az alapvető terminológia tartalmazza GOST 11708-82 amiről mindenki maga is meggyőződhet.
Cső hengeres menet. GOST 6357-81

Irány: Bal
Pontossági osztály: A osztály (növelt), B osztály (normál)
Miért hüvelykben?
A hüvelykes méret a nyugati kollégáktól érkezett hozzánk, mivel a posztszovjet térben az áram követelményei érvényesültek GOSTés a szál alapján megfogalmazva BSW(British Standard Whitworth vagy Whitworth szál). Joseph Whitworth (1803-1887) tervezőmérnök és feltaláló 1841-ben bemutatta a névadó csavaros profil leválasztható csatlakozásokhoz, és univerzális, megbízható és kényelmes szabványként helyezték el.
Ezt a fajta menetet magukban a csövekben és a csőcsatlakozások elemeiben is használják: biztosítóanyák, tengelykapcsolók, könyökök, pólók ( lásd a fenti képet). A profil metszetében egy egyenlő szárú háromszöget látunk 55 fokos szöggel és a kontúr tetején és alján lekerekítésekkel, amelyek a csatlakozás nagy tömítettsége érdekében készültek.
szeletelés menetes csatlakozás 6” méretig elérhető Minden cső nagyobb méretű a csatlakozás biztosítására és a szakadás megelőzésére hegesztéssel rögzítik.
Szimbólum a nemzetközi szabványban
Nemzetközi: G
Japán: PF
Egyesült Királyság: BSPP
A G betű és az átmérő látható átmenő lyukon(belső Ø) csövek hüvelykben. Maga a menet külső átmérője nem szerepel a jelölésben.
Példa:
G 1/2- hengeres külső csőmenet, cső belső Ø 1/2 ". A cső külső átmérője 20,995 mm, a lépcsők száma 25,4 mm-es hosszon 14 lesz.
A pontossági osztály (A, B) és a fordulatok iránya (LH) is feltüntethető.
Például:
G 1 ½ - B- hengeres csőmenet, belső Ø 1 ½ hüvelyk, B pontossági osztály.
G1 ½ LH-B- hengeres csőmenet, belső Ø 1 ½ hüvelyk, B pontossági osztály, bal.
A smink hossza utolsóként van megadva mm-ben: G 1 ½ -B-40.
Belső hengeres csőmenet esetén csak annak a csőnek az átmérője kerül feltüntetésre, amelyhez a furatot szánják.
Párhuzamos csőmenet mérettáblázata
| Menetméret |
Menetemelkedés, mm |
Szálak hüvelykenként |
Menet átmérők |
|||
Hogyan határozzuk meg a hüvelyk menetemelkedését

Adok egy képet az angol nyelvű internetről, amely egyértelműen bemutatja a technikát. A csőmeneteket nem a profil teteje közötti méret jellemzi, hanem az 1 hüvelykenkénti fordulatok száma a menet tengelye mentén. Segítségül a szokásos mérőszalag vagy vonalzó. Felvisszük, mérünk egy hüvelyket (25,4 mm) és vizuálisan megszámoljuk a lépések számát.
A képen egy példával ( lásd fent) szálak - angolul szó szerint "szálszálak". Ebben az esetben 18 db van. egy inch.
Még egyszerűbb, ha egy hüvelykes menetmérő van a szerszámosládában. Nagyon kényelmes a mérések elvégzése, de nem szabad megfeledkezni arról, hogy a hüvelykes menetek 55 ° és 60 ° csúcsszögben eltérhetnek.
Kúpos csőmenetek


csőkúpos menetek húzása
Kúpos csőmenet GOST 6211-81 (1. szabvány méret)
Paraméter mértékegysége: hüvelyk
55°-os szögű hengeres csőmenet lekerekített profiljának felel meg. Cm. tetejére a háromdimenziós kép (I) része "csőkúpos menetek képe".
Szimbólum
Nemzetközi: R
Japán: PT
Egyesült Királyság: BSPT
Az R betű és a Dy névleges átmérő látható. Az R jelölés azt jelenti kinézet menetek, Rc belső, Rp belső hengeres. A hengeres csőmenetekkel analóg módon az LH-t baloldali menetekhez használják.
Példák:
R1½- külső cső kúpos menete, névleges átmérője Dy = 1 ½ hüvelyk.
R1 ½ LH- külső kúpos csőmenet, névleges átmérő Dy = 1 ½ hüvelyk, bal kéz.
Kúpos hüvelyk menet GOST 6111-52 (2. szabvány méret)
Paraméter mértékegysége: hüvelyk
60°-os profilszöggel rendelkezik. Cm. Alsó a háromdimenziós kép (II) része "csőkúpos menetek képe". Viszonylag alacsony nyomású gépek és szerszámgépek csővezetékeiben (üzemanyag, víz, levegő) használják. Az ilyen típusú csatlakozások tömítettséget és menetreteszelést feltételeznek további nélkül speciális eszközök(vászon cérnák, fonal vörös ólommal).
Szimbólum
Példa: K ½ GOST 6111 - 52
A következőt jelöli: hüvelykes kúpos menet, amelynek külső és belső átmérője a fősíkban körülbelül egyenlő a külső és belső Ø hengeres csőmenettel G ½
A kúpos hüvelyk menet főbb paramétereinek táblázata
| Menetméret megjelölése (d, hüvelyk) | Szálak száma 1" n-enként | Menetemelkedés S, mm | Menethossz, mm | Külső menet átmérő a fősíkban d, mm | |
| Működő l1 | A cső végétől a fősíkig l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Metrikus kúpos menet. GOST 25229-82

Paraméter mértékegysége: mm
1:16 kúpos felületekre gyártva
Csővezetékek csatlakoztatásakor használják. A tekercs tetején a szög 60°. A fősík a végéhez képest el van tolva ( lásd a fenti képet).
Szimbólum
Az MK betűket a fősíkban az átmérő és a menetemelkedés jelzése követi mm-ben: MK 30x2
Metrikus kúpos menetméret táblázat
| d menetátmérő egy sornál | P lépés | Menetátmérő az alapsíkban | ||||||
| 1 | 2 | d=D | d2=D2 | d1=D1 | l | l1 | l2 | |
| 6 | --- | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | --- | 8,000 | 7,350 | 6,917 | ||||
| 10 | --- | 10,000 | 9,350 | 8,917 | ||||
| 12 | --- | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| --- | 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | --- | 16,000 | 15,026 | 14,376 | ||||
| --- | 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | --- | 20,000 | 19,026 | 18,376 | ||||
| --- | 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | --- | 24,000 | 23,026 | 22,376 | ||||
| --- | 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | --- | 30,000 | 28,701 | 27,835 | ||||
| --- | 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | --- | 36,000 | 34,701 | 33,835 | ||||
A hengeres cső / hüvelykes menetek jellemzői a metrikához képest
A "hüvelykes" és "cső" hengeres menetek főbb jellemzői a fő méretek "metrikus" menetéhez viszonyítva.
|
Névleges menetátmérő dm-ben |
Hüvelykes menet |
Cső menet |
||||
|
külső átmérő, mm-ben |
szálak száma 1"-onként |
külső átmérő, mm-ben |
szálak száma 1"-onként |
|||
Annak ellenére, hogy a belső menetek vágása nem bonyolult technológiai művelet, van néhány jellemzője az eljárás előkészítésének. Tehát pontosan meg kell határoznia a menetvágás előkészítő furatának méreteit, valamint ki kell választania a megfelelő szerszámot, amelyhez speciális fúróátmérő-táblázatokat kell használni a menetvágáshoz. Minden típusú menethez a megfelelő szerszámot kell használnia, és ki kell számítania az előkészítő furat átmérőjét.
A menet fajtái és paraméterei
Azok a paraméterek, amelyek alapján a szál fel van osztva Különféle típusok, vannak:
- átmérőegységek (metrikus, hüvelyk stb.);
- szálbejegyzések száma (egy-, két- vagy háromirányú);
- a profilelemek formája (háromszög, téglalap, kerek, trapéz);
- a fordulók emelkedési iránya (jobbra vagy balra);
- hely a terméken (külső vagy belső);
- felület alakja (hengeres vagy kúpos);
- célja (rögzítés, rögzítés és tömítés, futás).

A fenti paraméterektől függően a következő típusú szálakat különböztetjük meg:
- hengeres, amelyet MJ betűk jelölnek;
- metrikus és kúpos, melyeket M és MK jelölnek;
- cső, amelyhez a G és R betűket használjuk;
- kerek profillal, Edisonról elnevezett és E betűvel jelölt;
- trapéz alakú, Tr jelzéssel;
- kerek, szaniter szerelvények beépítésére szolgál, - Kr;
- perzisztens és tartós megerősített, S, illetve S45 jelzéssel;
- hüvelykes menet, amely lehet hengeres és kúpos is - BSW, UTS, NPT;
- olajkutakba szerelt csövek összekötésére használják.

A csap alkalmazása
A menetvágás megkezdése előtt meg kell határoznia az előkészítő furat átmérőjét, és fúrnia kell. Ennek a feladatnak a megkönnyítése érdekében kidolgozták a megfelelő GOST-ot, amely táblázatokat tartalmaz, amelyek lehetővé teszik a menetes furat átmérőjének pontos meghatározását. Ez az információ megkönnyíti a fúró méretének kiválasztását.
A fúróval készített lyuk belső falán metrikus menetek vágásához csapot használnak - vágóhornyokkal ellátott csavaros szerszámot, amely rúd formájában készül, amely hengeres vagy kúpos alakú lehet. Oldalsó felületén speciális hornyok vannak a tengelye mentén, amelyek a munkarészt külön szegmensekre osztják, amelyeket fésűnek neveznek. A fésűk éles szélei pontosan a csap munkafelületei.

Annak érdekében, hogy a belső menet menetei tiszták és ügyesek legyenek, és geometriai paraméterei megfeleljenek a szükséges értékeknek, fokozatosan kell vágni, fokozatosan eltávolítva a vékony fémrétegeket a megmunkált felületről. Ezért erre a célra vagy csapokat használnak, amelyek munkarésze hosszában különböző szakaszokra van osztva. geometriai paraméterek, vagy ilyen eszközök készletei. Egyes menetfúrókra, amelyeknek a munkarésze teljes hosszában azonos geometriai paraméterekkel rendelkezik, olyan esetekben van szükség, amikor egy meglévő menet paramétereit vissza kell állítani.
A minimális készlet, amellyel a menetes furatok megfelelő minőségű megmunkálását elvégezheti, egy két menetből álló készlet - nagyolás és simítás. Az első vékony fémréteget vág le a metrikus menetek vágására szolgáló furat faláról, és sekély hornyot képez rajtuk, a második nemcsak mélyíti a kialakított hornyot, hanem meg is tisztítja.


A kis átmérőjű (max. 3 mm) furatok menetfúrásához a kombinált kétjáratú menetfúrókat vagy két szerszámból álló készleteket használják. Lyukak fúrásához metrikus szál nagyobb átmérők esetén használjon kombinált 3 menetű szerszámot vagy 3 menetfúró készletet.
A csap manipulálásához speciális eszközt használnak - hajtókarat. Az ilyen, különböző kialakítású eszközök fő paramétere a rögzítőfurat mérete, amelynek pontosan meg kell egyeznie a szerszámszár méretével.

Három olyan menetfúró készlet használatakor, amelyek mind kialakításukban, mind geometriai paramétereikben különböznek egymástól, szigorúan be kell tartani az alkalmazásuk sorrendjét. Megkülönböztetheti őket egymástól mind a szárak speciális kockázatai, mind a tervezési jellemzők alapján.
- Más a menetfúró, amellyel először megmunkálják a metrikus menet vágásához szükséges furatot minimális átmérő a készlet összes szerszáma és vágófoga között, melynek felső része erősen le van vágva.
- A második csapnak rövidebb letörése és hosszabb fésűje van. Munkaátmérője egy köztes értéket foglal el a készlet többi szerszámának átmérője között.
- A harmadik menetfúró, amellyel a metrikus menetek vágására szolgáló furat utoljára készül el, a vágófogak teljes bordáival és a kialakítandó menet méretével pontosan megegyező átmérővel rendelkezik.

A menetfúrókat elsősorban metrikus menetek befűzésére használják. Sokkal ritkábban, mint a metrikus csapokat használják a csövek belső falainak feldolgozására. Ezeket rendeltetésüknek megfelelően csőcsöveknek nevezzük, és a jelölésükben szereplő G betűről lehet megkülönböztetni őket.
Menetvágási technológia
Mint fentebb említettük, a munka megkezdése előtt egy lyukat kell fúrni, amelynek átmérőjének pontosan illeszkednie kell egy bizonyos méretű menethez. Nem szabad megfeledkezni arról, hogy ha a metrikus menetek vágására szolgáló furatok átmérőjét rosszul választják meg, ez nemcsak rossz minőségéhez, hanem a csap töréséhez is vezethet.
Tekintettel arra, hogy a menetes hornyokat képező csap nemcsak levágja a fémet, hanem át is nyomja, a menetfúró átmérőjének valamivel kisebbnek kell lennie a névleges átmérőjénél. Például az M3 menetfúró átmérője 2,5 mm, M4 - 3,3 mm, M5 esetén 4,2 mm átmérőjű fúrót kell választani, M6 menethez - 5 mm, M8 - 6,7 mm, M10 - 8,5 mm, M12 esetén pedig - 10,2.

1. táblázat: Főfuratok átmérői metrikus menetekhez

A GOST menethez használt fúrók minden átmérője speciális táblázatokban van megadva. Az ilyen táblázatok a szabványos és csökkentett menetemelkedésű menetek készítéséhez szükséges fúrók átmérőjét jelzik, miközben szem előtt kell tartani, hogy lyukakat fúrnak erre a célra. különböző átmérők. Ezenkívül, ha törékeny fémben (például öntöttvasban) vágják a meneteket, az asztalról kapott fúrószár átmérőjét egy tizedmilliméterrel kell csökkenteni.
A dokumentum letöltésével megismerkedhet a GOST metrikus szálak vágására vonatkozó rendelkezéseivel pdf formátumban az alábbi linken.
Fúró átmérők a metrikus szálak esetében függetlenül számítható. A vágandó menet átmérőjéből vonjuk le a menetemelkedés értékét. Maga a menetemelkedés, amelynek méretét az ilyen számítások elvégzésekor használjuk, speciális megfelelési táblázatokban található meg. Annak meghatározásához, hogy mekkora átmérőjű lyukat kell fúróval készíteni, ha a menetvágáshoz három indítócsapot használnak, a következő képletet kell használni:
D o \u003d D m x 0,8, ahol:
Előtt- ez a fúróval készítendő furat átmérője,
D m- annak a csapnak az átmérője, amellyel a fúrt elemet megmunkálják.

Teljes verzió letöltése
GOST 21350-75
G13 csoport
AZ SZSZK UNIÓ ÁLLAMI SZABVÁNYA
LYUKOK KÚPOS CSŐ MENETEZÉSÉHEZ
Átmérők
Furatok a cső kúpos csavarmenetének befűzéséhez.
Átmérők
Az érvényességi idő 77.01.01
______________________________
* A lejárati dátum eltávolítva
A Szovjetunió állami szabványának rendelete
2403. sz., 84.06.29. (IUS N 11, 1984).
KIFEJLESZTETE, BEVEZETE ÉS JÓVÁHAGYÁSRA ELŐKÉSZÍTETT az All-Union Research Institute for Normalization in Mechanical Engineering (VNIINMASH)
És róla. rendező Gerasimov N.N.
A téma vezetője és előadója Zaroslova M.P.
rendelettel JÓVÁHAGYOTT ÉS BEVEZETETT Állami Bizottság a Szovjetunió Minisztertanácsának 1975. december 12-i szabványai N 3877
CSERÉLJE KI MH 5389-64
1. Ez a szabvány meghatározza a menetfúró cső furatainak átmérőjét kúpos menet a GOST 6211-69 szerint acéltermékekben a GOST 380-71, GOST 4543-71, GOST 1050-74, GOST 5058-75 és GOST 5632-72 szerint (kivéve a nikkel alapú ötvözetek) és a rézben a GOST 859-66 szerint .
2. A furatok átmérőjének a kúp kifejlődésével és azok határeltéréseivel meg kell egyeznie az 1. ábrán és az 1. táblázatban feltüntetettekkel.
Asztal 1
|
Lyuk átmérője |
||||||||
|
Szálak száma per |
fúrási mélység |
|||||||
|
Előző ki |
Előző ki |
|||||||
Jegyzet. A lyukak névleges átmérőjénél nagyobb névleges méretű meneteknél és azok maximális eltérésének meg kell egyeznie a GOST 6211-69 által a menet belső átmérőjére megállapítottakkal.
3. A kúpba dörzsölés nélküli furatok átmérőjének és maximális eltérésének meg kell egyeznie a 2. ábrán és a 2. táblázatban feltüntetettekkel.
2. táblázat
|
Névleges menetméret hüvelykben |
Szálak száma per |
Lyuk átmérője |
fúrási mélység |
|||
|
Előző ki |
||||||
4. Kúpos csőmenethez kísérleti adatok alapján nyert más átmérőjű furatok is használhatók.
5. A menetfúró lyukak átmérői az ajánlott alkalmazásban vannak felsorolva.
Fúrók átmérői kúpos csőmenetekhez
|
Névleges menetméret hüvelykben |
Szálak száma per |
A furat átmérője |
||||
|
kúpos dörzsárral |
kúpos dörzsárazás nélkül |
|||||
| gost_2135075_imashru.rar Fájlok letöltéséhez kérjük Regisztráció. Ha már rendelkezik fiókkal a Mechanical Engineering Resource webhelyen, akkor meg kell tennie jelentkezzen be az oldalra. |
||||||