A vágógépek főbb jellemzői. Favágó típusok kézi maróhoz: él, horony, kombinált Szár favágóhoz
A gyártott alkatrészek maróval történő megmunkálása számos lehetőséget rejt magában. A szükséges hornyokkal ellátott alkatrészek, különböző alakú hornyok szükségesek minőségi felületek. Állásműveletek kézi berendezés fán speciális szerszámmal - marószerszámmal végezzük. Minden típusú művelet külön típusú berendezést biztosít.
Famegmunkáláshoz használt marók osztályozása és típusai
Elektromos szerszám fűrészáru megmunkálásához - maró kézi típusú. A fából készült alkatrészek felületeit speciális eszközökkel dolgozzák fel. A szükséges hornyokat, mélyedéseket és bemélyedéseket igénylő termékek gyártása magában foglalja a. Mielőtt elkezdené, a termék konfigurációjának megfelelően meghatározott célokra tervezett berendezést kell vásárolnia.
A famegmunkáló szerszám kiválasztása a kézműves specifikáció szerint történik. A szakemberek elegendő tapasztalattal és készségekkel rendelkeznek a megfelelő felszerelés használatához. A favágónak számos célja van:
- A szegélyezésnél a munkadarabok összekapcsolására szolgál hornyok toldásával.
- Használati mélyedések készítése, csuklós hurkok, egyéb eszközök beépítése.
- Dekoráció készítése - ebben az esetben egy vágót használnak mintázat készítéséhez vagy összetett konfigurációjú famegmunkálási folyamatokhoz.
Az eszköz nagyban különbözik a konfigurációk típusától, céljától. A fával végzett műveletek megkezdése előtt meg kell határozni az üresek típusát és típusait. A farok mértékegységét a használt útválasztó típusától függően milliméterben vagy hüvelykben számítják ki. A gyakori opciók a 6 és 12 mm közötti átmérőjű marók. Érdemes arra koncentrálni, hogy a hüvelykes befogópatron és a milliméteres farok használata elfogadhatatlan, mivel ez a berendezés károsodását vagy sérülését okozhatja.

A készlet gyártói különféle módosításokat kínálnak. Az építőipari piacon a marók széles választéka található. kézi útválasztó, a gyártás céljától és anyagától függően. A kézi eszköz berendezése műanyag és fém megmunkálására használható, de legszélesebb körben a fafeldolgozásban alkalmazzák. A fával való megmunkálás főbb fajtái.
- A hornyok előállítását, a bemélyedések kialakítását végtípusú marók végzik.
- Groove, a használt hengeres favágó a szükséges téglalap alakú hornyot dolgozza meg.
- A fához való formázott szerszámokat göndör mélyedésekben, élekben használják, és lehetővé teszik a termék egyedi megjelenését.
- Az élszalagok csapágyas kivitelben készülnek, amely lehetővé teszi a termék sablon szerinti elkészítését.
Fontos megjegyezni, hogy a csapágy jelenléte kézi vágó azt jelenti Karbantartás. A forgó elemet vékony réteggel kell kenni, ez a művelet a szerszám hosszú élettartamának elérése érdekében történik.
Végmalmok

A végberendezések kialakításában és megjelenésében hasonlóak a hagyományos fúrógépekhez. Megkülönböztető jellemzője a kúpos rész hiánya a vágó végén. Az oldalakon 90 fokos szögben elhelyezkedő végrészen vágófogak készülnek. Tervezési funkció lehetővé teszi különféle műveletek végrehajtását. Az elvégzett munka fő típusai a következők:
- Bizonyos mélységű hornyokkal, átmenő furatokkal rendelkező termékek gyártása.
- Nyitott termékek.
- Fúrás, vagy az alkatrész éleinek megmunkálása.
A végtípusú marók kézi marójának fő funkciója az ajtókba szerelt zárak és zsanérok hornyainak kialakítása. A készlet többfunkciós, előkészített felszerelés és hozzáértő megközelítés segítségével sok érdekes elemet hajthat végre.
Élvágó fához

Edge eszközöket használnak a készítéshez különféle fajtákélek és bevágások. A fatermékek kézi maróval, élvágókkal dolgozhatók meg a teljes megmunkálás érdekében. Az élnézet a legelterjedtebb, és számos módosítást tartalmaz:
- A profil úgy állítja be a megmunkálási részeket, hogy a szükséges formát adja az éleknek.
- A formálók képesek az alkatrész szélét egy negyed körrel lekerekíteni.
- Kúpos letörés, melynek szöge gyakran 45 fok.
- A lemezek részenkénti letörések készítésére szolgálnak, lehetővé téve a későbbi csatlakozásokat.
- A hajtogatottak a szélétől kezdve dolgozzák fel az alkatrészt, a magasság negyedét meghagyják.
- A filékre van szükség egy horony készítéséhez, amelyet egy negyed körbe húznak.
A kézi maróhoz használt fa élvágók gyakran csapággyal vannak felszerelve, amelyek funkciója a szükséges megmunkálás mélységének korlátozása. A megmunkálási terület elhagyásának beállítása magán a szerszámon történik. A masszív alkatrészek feldolgozása sok próbálkozást igényel. A kézi maró több lépcsőben dolgozik a fán, amíg a nyomócsapágy működésbe lép.
Horonyvágók fához

A fahornyolás típusának fő célja a hornyok gyártása kézi elektromos szerszámmal. Elég sokféle eszköz létezik, a horonyvágó lehetővé teszi a fán végzett műveletek végrehajtását kézi maróval. A horonyvágó fő típusai:
- Fúróra emlékeztető spirál, külső típusú spirális éllel kialakítva. Lehetővé teszik derékszögű bemélyedésekkel és hornyokkal ellátott alkatrészek gyártását.
- Filé - lekerekített hegyű.
- A kúpos alakot gyakran használják síkokkal végzett műveletekhez.
- A formált lehetővé teszi a kívánt szerkezet bemélyedéseinek elkészítését.
- "T" figuratív, vágó "Dovetail".
- A kombinált dokkoláskor használatos fa részek nagy méretű.
A típusok többsége monolit formátumban készül, a keményfémből készült szerszámok kevésbé elterjedtek.
Másolóvágók
A kézi famegmunkálási feladatokhoz legkevésbé elterjedt tartozéktípus a másolóvágó. Megkülönböztető jellemzői a számtalan típusú vágóelem, a nyomócsapágyak eltérő elrendezése és kis méret. A faipari kézműves marófej ív alakban van elrendezve. A munkadarabban lévő mélyedés a megmunkálási szögtől függ.
A sablon eszköz használata lehetővé teszi a kívánt eredmény elérését a munka során fa üres. A kézi marógépet pontosan és körültekintően kell használni, ennek elmulasztása az alkatrész vagy az elektromos berendezés károsodását okozhatja.
Marószerkezetek és ezek hatása a marási műveletek gyártástechnológiájára
A szóban forgó eszközök több fő kategóriába sorolhatók, típus és cél szerint csoportosítva. Feladatukat nem csak axiális terhelés mellett látják el, hanem az oldalélek jelenléte miatt működés közben is elmozdulhatnak. A vágóélek, vagy inkább azok száma közvetlenül függ a kézi útválasztó által végzett műveletek minőségétől.
A feldolgozáshoz használt szerszám kézi marószerszámnak minősül. Vannak korona típusú végrehajtási eszközök, amelyek lehetővé teszik a munka elvégzését egy közönséges fúróval. Ebben az esetben a fán használt marófej az élmegmunkálás szerepét tölti be, egyszerű furatokat készítve.


A kívánt mélységű és méretű hornyokkal rendelkező termékek tervezése és gyártása szármaró segítségével történik. A favágókhoz használt kések jelentős igénybevételnek vannak kitéve. Megelőzés túlzott feldolgozás hatással van a csapágyak használatára. A kézi router marói lehetővé teszik a kapcsolatok létrehozását fa szerkezetek a nyelv/horony rendszeren keresztül.
A szükséges lyuk készítéséhez a fán szükség lesz egy sorjára. A legtöbb esetben egy ilyen eszközt köztes feldolgozásban használnak. A kúpok lehetővé teszik a lyuk „nyitását” a kívánt mélységig, majd további műveleteket hajtanak végre.
A vágószerkezetek típusai
A kézi famegmunkáló gépekhez sokféle forma és szerszám létezik. A szerszám kiválasztásakor figyelni kell a berendezés céljára, eszközére. Az élező marók alakja kétféle lehet - spirális és egyenes. Az egyenes élezési mód használata a berendezés gyors károsodásához vezethet, és a végterméken kivágások és sorjak lehetnek.
Kézi maróval történő famegmunkáláshoz leginkább a legjobb lehetőség a fogak spirálszerszám-elrendezésének használatává válik. Az egyetlen hátránya az, hogy nem lehet rögtönzött eszközökkel élesíteni, annak érdekében, hogy visszatérjen a korábbi élességhez, speciális felszerelést kell használni. Marószerszámok használatakor kézi famaróval végzett munkához ügyeljen az élezési szögre. fa felület a lehető legjobb módon olyan szerszámmal dolgozzák fel, amelynek élezési szöge nem haladja meg a 90 fokot. A kialakítás hatékony forgácseltávolítást tesz lehetővé, ezáltal a szerszám maximális hatását éri el.


előregyártott
A piacon a legelterjedtebb típus az előregyártott. A szélei tetejére hegesztett nyersdarabból áll. Az egyszerű gyártás teszi őket a legvonzóbbá a gyártó számára. A viszonylag alacsony ár lehetővé teszi, hogy ne veszítsen időt az élezésre, hanem egyszerűen cserélje ki egy újra, amikor az élesség elveszett.
Cserélhető vágóélekkel
Cserélhető élű marók. Legyen cserélhető Vágóélek ha a kés élessége az egyik oldalon elveszik, megfordíthatja a szerszámot, majd folytathatja a munkát.
Monolitikus
vágók monolitikus típus az alján vágóélek vannak. Megnövekedett szilárdság jellemzi őket, azonban rövid munka és az azt követő élezés után az alkatrész gyorsan elveszíti vágási tulajdonságait.
Vágópengék típusai
A favágók gyártásához használt anyagok bizonyos jellemzőkben különböznek. Az első anyagtípus a gyorsacél. Ebből készült áruk ezt az anyagot, HSS szimbólumokkal vannak jelölve. kéziszerszám, ilyen típusú szerelék használatával könnyű lesz a puhafa megmunkálása. A hegyes tulajdonságoknak köszönhetően a munkasebesség megnő a tömör maróhoz képest.
A vágórész keményfémekből készülhet. Az ilyen termékeket HM jelöléssel látják el, főként keményfa feldolgozására használják. Megkülönböztető tulajdonság a szilárdság és a magas hőmérsékletekkel szembeni ellenállás. Nehéz lesz minőségileg feldolgozni a puha fafajtákat egy ilyen maróval, mivel az elvégzett műveletek gyakorisága jelentősen eltér a nagy sebességű anyagoktól.
Funkcionális vágókészletek
Gyakran találhat olyan funkcionális készleteket, amelyek két vagy több elemből állnak. Ez a készlet tartozékokat és fúvókákat tartalmaz egy famaróhoz. Az ilyen készletek fő célja két vagy több alkatrész feldolgozása azonos típusú csatlakozás létrehozása érdekében. Például van egy 2 darab vágókészlet, amelyek közül az egyik élt képez a termék belsejében, a második pedig lehetővé teszi egy horonyrész készítését.
Vannak univerzális lehetőségek, amelyek a kialakításnak köszönhetően különféle célokra használhatók. Az összecsukható rész magában foglalja a vágó késeinek cseréjét, majd a fával végzett munkát.
Érdemes megjegyezni, hogy az összes típusú berendezés tárolására szolgáló asztal jelenléte csökkenti az elvégzett műveletek idejét, és egyfajta marógépet is lehet építeni. Az asztalra mozgatható ütközők felszerelésével a mester kibővíti a famegmunkáló szerszám lehetőségeinek körét.
Alkalmazások
Bármilyen típusú berendezés használata veszélyes, forgó részekkel végzett munkával jár. Ha fával dolgozik, emlékeznie kell a biztonsági óvintézkedésekre. Teljesítmény összetett elemek nem egy menetben történik, a legjobb eredmény érdekében a vágóéleket élesíteni kell.



A kezdéshez meg kell értenie, milyen típusú vágót kell használnia. A szegélykategóriás eszköz nagy elterjedtséget kapott. Ez a kategória lehetővé teszi, hogy szinte minden típusú faanyagot készítsen saját kezűleg. A hornyos vagy hengeres vágószerszámokat főként az anyag végének bemélyedéseinek kialakítására használják.
Hogyan válasszunk favágót kézi maróhoz
Az építőanyag-piacon a marók választéka igen gazdag. Az árfekvés változatos, nem mindig lehet megállapítani, hogy a vásárlás helyesen történt-e. Ehhez több alapvető feltételnek is teljesülnie kell jó választás favágók.
- Minőség. Érdemes odafigyelni az alkatrész megjelenésére. A terméknek sorjamentesnek kell lennie, jó minőségű menetekkel, ülésekkel kell rendelkeznie.
- A hőszilárdság az útlevélben van feltüntetve, minél magasabb, annál jobb és megbízhatóbb a további felhasználáshoz.
- Forrasztóanyag, valamint a farok összekötése a vágásért felelős résszel.
A termékforrasztás minősége fontos szerepet játszik a faanyaggal végzett műveletekben. A keményfákkal végzett munka során a szerszámnak bizonyos biztonsági határra van szüksége. A forrasztás típusokra és márkákra oszlik, vásárláskor ügyelni kell a minőségére a vágóban. Célszerű odafigyelni arra a szerszámra, amelynek forrasztási minősége nem alacsonyabb PSr 37,5-nél. Minél nagyobb ez a szám, annál jobbak az alkatrész megbízhatósági és minőségi mutatói. A márkát a réz és az ezüst mennyisége jelzi a kompozícióban. Hegesztéssel történő csatlakoztatás esetén a router használata nem biztonságos és értelmetlen.
A szilárd vágószerszámokat használat előtt ellenőrizni kell. A fém minőségét a reszelő határozza meg. Ha észrevehető karcolások vagy repedések vannak, akkor el kell halasztani az eszköz használatát. Optimális fémkeménység 58 egységtől. A kézi útválasztó által végzett munka minősége közvetlenül függ a szerelvények és készletek elérhetőségétől.
Kiválasztás szükséges eszköz a helyes módja annak jó eredmény fával való munka során. A famaróhoz készült vágónak minden szabványnak meg kell felelnie és jó minőségűnek kell lennie. Sok olyan készlet létezik, amelyet famegmunkáláshoz terveztek. A minőségi készlet nem csak az elvégzett feladatok elvégzését, hanem a biztonságos munkavégzést is garantálja.
A kézi marógép nagy teljesítményű berendezés. Jelenlétében egy nagy szám cserélhető szerszám, sokféle famegmunkálás elvégzésére használható. Erre a célra fejlesztették és gyártották különböző típusok vágók Ma a vágótípusokról és azok céljáról fogunk beszélni, valamint érintjük a fő kiválasztási kritériumokat.
Famegmunkáláshoz használt marók osztályozása és típusai
A kézi marógép favágói a következő fajtákra oszthatók:
- Fa élek megmunkálására tervezték (). Az ilyen szerszámot vezetőcsapággyal szállítjuk, amely biztosítja a termék megmunkált élének egyenletességét. A spirálvágók is ebbe a kategóriába tartoznak.

- Lapos végű horonyvágók. Használatukhoz egy ütközőre és egy jól ismert gyakorlati készségre lesz szüksége, mivel sablon nélkül szinte lehetetlen egyenletes téglalap alakú hornyot kapni.

- Filévágók, a homlokfelületen lévő félkör alakú horony marására szolgál fa tömb. Az ilyen marók meglehetősen sokoldalúak, mivel a horony ívének mérete a vágó anyagba való bemerülésének mélységétől függ. A tartócsapágyas filévágók lehetővé teszik dekoratív bútorlécek beszerzését.

- Horonyvágók V alakú véggel. Használatuk során sekély barázdát kaphat, oldalfalak amelyek egymáshoz képest 90 0 -os szöget zárnak be. Az ilyen vágó anyagba való behatolási mélységének növekedésével egyenletes falak lesznek a horonynál.

- Fordított kúpos csapvágó, fecskefarkú barázdák kialakításához. Ez az eszköz nélkülözhetetlen javítási munkálatok bútorokkal, amikor az egyik töredéket eltávolítják, a másodikat pedig a megadott horony segítségével rögzítik az alaphoz.

- Kúpvágók. Segítségükkel megmunkálják a termék külső széleit, amelyeknek készenlétükben szigorúan meghatározott magasságú és dőlésszögű letörésekkel kell rendelkezniük. Az ilyen maró fába való behatolási mélysége korlátozható egy nyomócsapágy felszerelésével, hasonlóan az élvágókhoz.

- Formavágók, melynek használatával lekerekített éleket kaphat. A kézi maróhoz való favágókészlet általában több méretű ilyen szerszámot tartalmaz, amely lehetővé teszi az élek formázását a görbületi sugár különböző értékeivel. A tartócsapágy beépítése lehetővé teszi, hogy a szerszám mélyebb bejuttatásával a fába tovább egyenes élt kapjunk.

- Negyedvágók. Nemcsak függőleges, hanem vízszintes szegélyt is létrehoznak, ezért fa ablakkeretek gyártásához és javításához használják.

- Tárcsás vágógépek. Arra is tervezték őket, hogy hornyokat készítsenek, de a horonyvágókkal ellentétben nem a homlokfelülettel, hanem a munkarészük kerületével dolgoznak. Az ilyen különböző átmérőjű (3…6 mm) marószerszámok garantált mélységű hornyok kialakítását teszik lehetővé a megmunkálási terület teljes hosszában. Ebben az esetben nincs szükség támasztó csapágyra. A megnövelt munkarészmagasságú tárcsás vágókat néha falmarónak nevezik, és ablakhornyok készítésére használják fakeretekben.

- Kombinált vágógépek kombinálják önmagukban, a biztosított lehetőségeknek megfelelően, csap- és horonytípusokat.

A kézi maróhoz használt favágók felsorolt változatai nemcsak fa, hanem számos más anyag, különösen gipszkarton, rétegelt lemez stb. megmunkálására is használhatók.
Marószerkezetek és ezek hatása a marási műveletek gyártástechnológiájára
A kézi maróhoz való favágók típusbeállítóak és monolitok lehetnek. Az első esetben a szerszám kialakítása egy bizonyos gyorsacél lemezkészlet, amelyet rézötvözetekkel forrasztva rögzítenek a vágószárhoz (néha olcsóbb készleteknél keményötvözet helyett szerszámacélt használnak, ill. szár anyagaként ötvözött szerkezeti acélt használnak).
A második esetben a vágó egy monolit szerszám, amely szerszámacélból készül. A kézi maróhoz való speciális marótípust héjvágók alkotják, amelyek egy levehető lemezből állnak, amelyet ezután egy adapterszárra szerelnek fel. Az ilyen marók technológiailag a legfejlettebbek a működésben, mivel amikor a vágópenge az egyik oldalon eltompul, a kivehető lemez átfordítható az ellenkező oldalra, és tovább használható a szerszám.

A kérdéses eszközkészlet kiválasztásakor ügyeljen a következőkre:
- A típusbeállító marók forrasztását úgy kell elvégezni, hogy a szerszám ne veszítse el hosszirányú stabilitását a hosszú távú feldolgozás során, különösen, ha gyertyánból, körtéből, tölgyből és egyéb anyagokat használnak munkadarabként. kemény rock faipari;
- A szerszámok forrasztásánál forraszanyagként a magas ezüst- és réztartalmú PSR40 vagy PSR37.5 minőséget kell használni. A más minőségű forrasztóanyagok általában nikkelt tartalmaznak, ami rontja a betétek és a szár közötti kapcsolat szilárdságát;
- A beállító maró hőszilárdságát a legkönnyebben a szerszám termikus deformációjával lehet ellenőrizni az egyes fogak 200 ...
- A rakodóvágót nem szabad elkészíteni hegesztett kötés szár egy működő vágórésszel. Először is, a hegesztés helyén a fém szilárdsága mindig 15 ... 20% -kal csökken, másodszor pedig éles ütésekkel (például amikor tömör fa) forgácsok jelenhetnek meg a varrat felületén. Az ilyen vágó használata elfogadhatatlan.
Különösen figyelemre méltó a kézi maró marószerszámainak keménységének problémája. Az ilyen szerszámkészletek gyártói Kínából származhatnak. Egy ilyen szerszám ára észrevehetően alacsonyabb, de csökken a fém minősége is, amelyből a szerszám készül. Leggyakrabban ez a monolit vágókra vonatkozik. Az acélminőséget normál körülmények között nem lehet értékelni, de az ellenőrzést otthon is elvégezhetjük. Ehhez a legjobb, ha egy kalibrált fájlt használunk, amellyel érintkezés után munkafelület vágók nem lehetnek látható nyomok. Ez nagyjából 58…62 HRC keménységnek felel meg.
A marók tartósságát a használatuk intenzitása határozza meg. A gyorsacélból készült munkalapkákkal ellátott, kiváló minőségű szedőmarók rendelkeznek a legjobb ellenállással, és a legkisebb a hagyományos szerszámacélból készült monolit marók.
Hogyan válasszunk favágót kézi maróhoz?
Úgy döntött, hogy vásárol egy vágókészletet legjobb minőség, érdemes elemezni egy ilyen eszköz kiválasztásának kritériumait. Általában a következőket veszik figyelembe:
- A szár méretei. Ez a méret (valamely európai márka által gyártott import készlet esetén hüvelykben is megadható) meghatározza a kézi routerrel való felszerelés megosztásának lehetőségét. A probléma nem merül fel, ha az útválasztó kialakítása ezt biztosítja patronos bilincsek. De még ebben az esetben is a befogópatron átmérőjének kompatibilisnek kell lennie a szár átmérőjével. A leggyakoribb inkonzisztenciák a különböző hosszmértékekből adódnak. Például a ¼" vagy ½" szárak 6,35 mm és 12,7 mm átmérőjűvé alakulnak. A legelterjedtebb befogópatron típusok metrikus méretei 6,8 és 12 mm, így a rögzítési pontok kombinálása nem lehetséges.

- penge anyaga Az importált gyártású kézi marószerszámok fa marószerszámai HM (keményfém) és HSS (gyorsacél) betűkkel vannak jelölve. A keményfém marókat fokozott törékenység jellemzi, ezért keményfába vágva gyorsan összeomlanak. De sikeresen megbirkóznak az A0 vagy A00 alumínium marásával. Ha keményfa feldolgozására szánják, célszerűbb az R6M3, R6M5 vagy 10R6M5 gyorsacélok használata.
- Penge elrendezés. A szerszám tengellyel párhuzamosan, vagy bizonyos dőlésszögben is elhelyezhetők. A függőleges pengék nem vágják, hanem vágják a fát, ami gyakorlatilag jelentős lökésterhelést jelent. Ilyen körülmények között meglehetősen nehéz kézi maróval dolgozni, és a kialakított felületet csiszolni kell. Ezért a függőleges betétes lamellavágókat célszerű az előkészítő műveleteknél használni, amikor a legfontosabb a maximális anyageltávolítás. Éppen ellenkezőleg, a ferde pengék levágják a fatisztítót, és a marás utolsó szakaszában használatosak.
A fához való optimális marókészlet két élvágót (metrikus és hüvelykes szárhoz), három szármarót (6,12, 18 mm átmérőjű), két horonyvágót (köztük egy fecskefarkúhoz), egy-egy göndör és szögletes marót tartalmaz. A professzionális famegmunkálási célokra fejlettebb kombinációkat használnak.
A marószerszám szerszámgépeken fém alkatrészek megmunkálására szolgáló eszköz. Az eljárást marásnak nevezik, hatékonyságát és termelékenységét tekintve felülmúlja a fémtermékek feldolgozásának más módszereit.
Működési és tervezési elve
A szerszám nagy sebességgel mozog saját tengelye körül, kis sebességgel előre, megmunkálva egy fém munkadarabot. A felületi formák különbözőek: hornyok, hengerek, hornyok vagy sima síkok, az egyenes vonalú mozgás természetétől függően.
A munkadarab forgó felületét forgó, előtoló mozgással dolgozzák fel. A forgó mozgást spirális bemélyedések létrehozására használják.
A vágó egy testből áll, amelyhez működő kiemelkedések vannak rögzítve - fogak. Az egész test egy működő részre, egy szárra és egy átmeneti nyakra van osztva. A munkadarab végső formája a szerszám helyzetétől és az eredeti alaktól függ.
Vágók típusai
Számos típus létezik különféle munkák elvégzésére:
- vége;
- hengeres;
- sarok;
- korong;
- terminál;
- formázott;
- kulcsos;
- T-alakú mélyedések készítéséhez;
- szerelt (kompozit és tömör).
A létrehozáshoz kompozit héjakat használnak összetett formák. Az integrálok segítségével különösen precíz műveleteket végeznek, tökéletesen kiegyensúlyozottak.

Hengeres marók
Vízszintes típusú marógépeken vannak kialakítva. A munkafogak lehetnek spirálisak vagy egyenesek. A csavarfogak kényelmesek keskeny területeken történő munkavégzéshez, amikor a csavarfogak tulajdonságai nem befolyásolják jelentősen a vágási folyamatot. Az axiális erők csökkentésére ikerhengeres marókat használnak, amelyek a vágófelületek különböző dőlésszögével rendelkeznek. Ez a forma kiegyenlíti azokat a tengelyirányú erőket, amelyek a fém megmunkálása során a szerszámra hatnak. A szerszámok nagy sebességű fémekből készülnek, kemény ötvözet zárványokkal a munkafelületeken.
Végmalmok
 Függőleges marógépeken használják. A szerszám tengelye merőleges a munkadarab munkafelületének tengelyére. Itt elsősorban a fogak munkafelületeinek csúcsai dolgoznak. A végrészek segítenek, főleg a kívül eső oldalsó munkafelületeket vágják.
Függőleges marógépeken használják. A szerszám tengelye merőleges a munkadarab munkafelületének tengelyére. Itt elsősorban a fogak munkafelületeinek csúcsai dolgoznak. A végrészek segítenek, főleg a kívül eső oldalsó munkafelületeket vágják.
Tekintettel arra, hogy csak az élek teteje profilozott, az élek formája változatos. A legkényelmesebb szerszámok kör vagy szaggatott vonal formájú munkaélekkel. Az arcszerszám segítségével a munka zökkenőmentesen, minimális ráfordítással történik. Ebben az esetben a ráhagyás értéke nem befolyásolja az alkatrész érintkezési szögét, csak a szerszám átmérője és a marási szélesség a fontos. Más típusokhoz képest a homloklap nagy méretű és merev lehet, így a vágófogak biztonságosan rögzítve vannak, és keményötvözet lemezekkel egészülnek ki. Ez a szerszám nagyobb termelékenységgel rendelkezik, mint egy hengeres.
Szögvágók
 Ferde fémsíkok és sarokhornyok marására szolgál szerszámgépeken. Egysarkúra és kétsarokra oszthatók. Előbbinél az aktív fogak a teljes dolgozó testrészt lefedik, utóbbinál csak egy kúpot.
Ferde fémsíkok és sarokhornyok marására szolgál szerszámgépeken. Egysarkúra és kétsarokra oszthatók. Előbbinél az aktív fogak a teljes dolgozó testrészt lefedik, utóbbinál csak egy kúpot.
A fémmegmunkálásban forgácshornyok készítésére használják őket. A kétszögű marók viszonylag simán futnak. Annak érdekében, hogy a szerszám teteje ne csiszolódjon túl gyorsan, le van kerekítve.
végmaró
Mély hornyokat és hornyokat hoz létre a fém alkatrészeken. A gépben a szármaróhoz rögzíthető szár alakja különbözik - kúp vagy henger. A végélek segédfunkciót töltenek be, a fő terhelés a hengeres részben elhelyezkedő fogakon van. Ferde vagy csavaros kivitelben készülnek. A második esetben legfeljebb 45 fokos lejtőnek kell ellenállnia.
Kulcsvágók
Főleg lyukak készítésére használják fémben. Csak a végélek működnek. Élezéskor a hátsó munkaélek érintettek, így a szerszám átmérője nem csökken az idő múlásával.
T-hornyok készítéséhez
A fém alkatrészeken nem ritkák a T-alakú bevágások, ezek kivitelezésére egy speciális marógépet fejlesztettek ki. A folyamat során a forgácsokat rosszul távolítják el, így gyorsan eltörnek. A szerszám egy fordulatánál a fog kétszer működik. A fogak többirányúak, felváltva élesednek - először az egyik oldalon, majd a másikon.
Tárcsás vágógépek
Lehet kétoldalas, hornyolt vagy háromoldalas, különböző formájú mélyedéseket, mélyedéseket vág. A hornyolótárcsás szerszámok fogai vannak a hengeren, és sekély hornyok készítésére használhatók. A végének súrlódásának csökkentése érdekében a szerszámot olyan szögben élezik, amely csökkenti a vastagságot a középpont felé. A szerszám vastagsága 0,05 milliméteres tűréshatárt biztosít, amely fokozatosan csökken a csiszolási folyamat során.
A két- és háromoldalas marók munkafogakkal vannak felszerelve, beleértve a végeit is. A végeken lévő munkafogak másodlagos jelentőségűek, a fémre nehezedő fő terhelést a hengeren lévő fogak hordozzák.
A tárcsás szerszámok fogai lehetnek szögletesek vagy egyenesek. Az első növeli az eszköz teljesítményét. Ehhez többirányú fogakat készítenek háromoldalú vágókon. A munka a hengerből származó fogakkal történik, és a végfogak egy részét eltávolítják, ami nem befolyásolja a teljesítményt.
Alakvágók
 Formált alkatrészek készítésekor szükséges. Nagyon kényelmes, ha nagy különbség van a munkadarab szélessége és hossza között. Rövid felület esetén a húzómódszert alkalmazzák. Az ilyen szerszámokon a fogak hátratámaszthatók vagy élesíthetők. Ez utóbbiak tisztább feldolgozást biztosítanak, kevésbé kopnak, mint a hátlapok, amikor a gép fémen dolgozik. De előállításuk és élezésük csak olyan speciális eszközökön lehetséges, amelyek egyértelműen fenntartják a munkasíkok konfigurációját. Ezért ezt a típusú vágót csak nagyvállalatok használják.
Formált alkatrészek készítésekor szükséges. Nagyon kényelmes, ha nagy különbség van a munkadarab szélessége és hossza között. Rövid felület esetén a húzómódszert alkalmazzák. Az ilyen szerszámokon a fogak hátratámaszthatók vagy élesíthetők. Ez utóbbiak tisztább feldolgozást biztosítanak, kevésbé kopnak, mint a hátlapok, amikor a gép fémen dolgozik. De előállításuk és élezésük csak olyan speciális eszközökön lehetséges, amelyek egyértelműen fenntartják a munkasíkok konfigurációját. Ezért ezt a típusú vágót csak nagyvállalatok használják.
Előre gyártott vágógépek
Ezek egy test, amelybe kemény ötvözetekből készült fogasléceket vagy fogakat helyeznek be. Az ilyen szerszámok munkaéleinek formája egyszerű, az összetett alkatrészek megmunkálását speciális testprofilok biztosítják, amelyekbe a fogakat beillesztik.
A hengeres szárú marókat, amelyek kialakításának és méreteinek meg kell felelniük a GOST 17025 előírásainak, úgy tervezték, hogy a marógép berendezések párkányaival és felületeivel dolgozzanak.
1 Végmaró - típusok, tulajdonságok és jellemzők
Egy ilyen szerszám geometriájában és alkalmazásában különbözik a fúrótól. A fúrók, mint tudják, kizárólag axiális irányban dolgozhatnak fel termékeket. De a szármaró bármilyen irányban foroghat, miközben fémtermékekkel dolgozik. Ennek a szerszámnak csak bizonyos típusai nem képesek axiális forgatásra.
A végvágókat több típusra osztják. Először is lehet kúpos vagy hengeres száruk. Mindkét esetben a fogak kerületi emelkedése egyenetlen lesz. A figyelembe vett vágógépek a következők:
- szegmenskulcsokhoz;
- keményötvözetekkel (kulcshorony);
- csavaros keményfém betétekkel és speciális koronákkal;
- T-alakú hornyok feldolgozásához;
- kulcshorony szárral különböző formák(kúpos, hengeres).

A szármaró szárral van az orsóhoz rögzítve. A különböző vágógépek egyedi alkatrészeik saját jellemzőivel rendelkezhetnek. Ezek a következőkre oszlanak:
- spirális, egyenes fogazatú és spirális fogakkal;
- kompozit, tömör és előre gyártott;
- hátú és élesen kihegyezett.
A cikk keretein belül egy hengeres szárú vágóra vagyunk kíváncsiak, amelyről szó lesz.
2 GOST 17025–71 hengeres szárú szerszámokhoz
A hengeres farokkal ellátott szármaró bármilyen szerkezeti, gyengén ötvözött és hagyományos termék párkányainak és felületeinek megmunkálását teszi lehetővé. A GOST 17025 szerint az ilyen marószerszámok kétféleképpen állíthatók elő:
- nagy foggal (1. típus);
- normál foggal (2. típus).
A GOST szerinti nagy vagy normál fogú szármaró speciális hengeres szalaggal rendelkezhet, vagy élesen élesíthető. Ezek a szerszámok jobb és bal vágással készülnek.

A szármarót 2220-0164-től 2220-0226-ig (jobb oldali forgácsolás) és 2220-0228-tól 2220-0229-ig (balos forgácsolás) számkombináció jelöli. A 17025 állami szabvány szerinti hengeres szárú marók átmérője 2-28 mm, hosszuk 7-45 mm. A szár keresztmetszete 4 és 63 mm között változik. A GOST lehetővé teszi olyan szerszám gyártását, amelyben a munkadarab és a szár átmérője azonos.
Bármilyen típusú szármaró elérhető páros lépés fogak (az ilyen lépést kerületinek nevezik). V állami szabvány a fogosztás értéke egyértelműen meg van adva az utóbbi számától függően:
- hat foggal - 57-63-57-63-57-63 fok;
- ötkor - 68-72-76-68-76 fok;
- négynél - 90-85-90-95 fok;
- háromnál - 110-123-127 fok.

Előállítás lehetséges vágóeszköz egységes lépéssel, de csak a vágógépek megrendelőjével egyetértésben. Az ügyfél külön kérésére baloldali marókat is gyártanak (a GOST 17025 szabvány szerinti termékek jobbmenetes maróberendezések).
3 Az 17025-71 állami szabvány különleges követelményei
Az ilyen szerszámokban lévő forgácshornyok a következő szögekkel rendelkeznek:
- 1-es típusú szármaró - 30-35 fok;
- 2-es típusú vágó - 35 és 45 fok között.
Vágóeszközök, amelyek keresztmetszete nem haladja meg a négy millimétert, a GOST lehetővé teszi a fogak nélküli gyártást a végeken. A legfeljebb 12 milliméter keresztmetszetű szerszám nyak nélkül is készíthető. A végén lévő középső furatnak, amellyel minden szármaró van, meg kell felelnie az 14034-es állami szabvány követelményeinek.

Furat nélküli szerszám gyártása megengedett, de azzal a feltétellel, hogy a vágó keresztmetszete legfeljebb hat milliméter (ha nagyobb az átmérő, a furat megléte kötelező). Geometriai paraméterek a vágószárakat a 25534 szabvány külön határozza meg. A forgácsolószerszámok gyártási folyamatának műszaki követelményeit a GOST 17024 határozza meg. A szármaró a szerszám mindkét végén vagy csak a munkarész oldalán lehet bemélyedés.

A hengeres szárak végmarókhoz, amelyek lehetővé teszik a szerszámok szerszámgépek tokmányba történő rögzítését, három változatban készülnek (Gosstandart 25534): egy vagy két lapos, sima. Lapított szárak a vágó rögzítésére szolgálnak a szorítócsavaros tokmányokban, a sima változat pedig a hagyományos szorítótokmányokban.
4 tömör keményfém vágógép - GOST 32405–2013
A kemény ötvözetekből készült tömör típusú hengeres szárral ellátott végszerszámot kemény és tartós anyagokból (például szerkezeti acélból) készült termékek megmunkálásakor használják. A hengeres szárú keményfém maró lehet rövid (1. típus) vagy hosszú (2. típusú) maró.
Az ilyen szerszámok átmérője 1-20 mm, a fogak száma 2-4. Ha a GOST 32405 szerinti marónak két foga van a végén, akkor hornyolásra használják. A 4,5 mm-nél nem nagyobb keresztmetszetű szerszámnak lehet egy külső középpontja a farok oldalán. A keményfém vágóberendezések gyártásához leggyakrabban a GOST 3882 szerinti ötvözeteket használják, köztük a VK10, VK8 és VK6-M. Az ügyfél kérésére más ötvözetek is használhatók.

A munkaeszköz felületi érdessége (mikrométerben):
- letörések felületei és kiegészítő élek vágása - 3,2;
- a fő élek hátsó és elülső felülete - 1,6;
- szár felülete - legfeljebb 0,63.
A szerszám vágórészeinek felületén nem lehet fekete forgács, sorja, forgács, forgács és repedés.

A keményfém marókat bizonyos ellenállási periódusok (beállított és átlagos) jellemzik, amelyeket a tesztelés során határoznak meg. Ezen időszakok értékei a szerkezeti acéloknál az alábbiak:
- 2,5 mm-nél nagyobb keresztmetszetű szerszám - 12 (beszerelve) és 30 (átlagos) perc;
- 2,5 mm-nél kisebb keresztmetszetű szerszám - 8, illetve 20 perc.
Hőálló acélok feldolgozása esetén az időszakok hosszát 0,5-ös korrekciós tényező figyelembevételével határozzák meg. A rozsdamentes acél esetében 0,6-os tényezőt használnak.
5 További követelmények keményfém végszerszámokhoz
Végmalmok a "VK" sorozatú ötvözetekből mindaddig üzemelnek, amíg a fogak (hátsó felületek) kopása nem haladja meg a következő értékeket:
- 0,5 mm - 16 mm vagy annál nagyobb keresztmetszetű szerszám;
- 0,35 - szakasz 10-16 mm;
- 0,3 - szakasz 6-10 mm;
- 0,25 - szakasz 3-6 mm;
- 0,15 - keresztmetszet 3 mm-ig.

A marók vágószakaszának kúposságának értékének 0,01 (1–5 mm keresztmetszetű szerszám) és 0,03 (több mint 12 mm) tartományban kell lennie, a vég- és sugárirányú kifutás megengedett indexe: 0,015-0,03 mm, hossz eltérések - +1-2 mm.
A kész szerszám kötelező tesztjei közé tartozik a következők ellenőrzése:
- méretbeli jellemzői;
- felületi érdesség (összehasonlítás a referenciamintákkal vagy a 9378 állami szabvány szerint);
- megjelenés (a 25706 szabvány szerinti négyszeres növekedésű optikai eszközzel);
- a szilárdság megállapított és átlagos időtartama;
- működőképesség maróegységeken (a párkányok vezérlési feldolgozása bizonyos üzemmódokban történik).

Az összes ilyen típusú vizsgálatot ötvözött szerkezeti acélötvözetekből készült termékeken végzik el. Ezenkívül a felületük kezdeti érdessége legfeljebb 2,5 mikrométer lehet.
Minden fotó a cikkből
Kézikönyv marógép széles körben használják. De ez haszontalan a megfelelően kiválasztott marók nélkül, amelyek meghatározzák az elvégzett művelet típusát. A továbbiakban megbeszéljük őket.

A legnépszerűbb opciók

Maga a router valójában egy közönséges motor kényelmes fogantyúkkal, a teljesítmény beállításával és a vágóüléssel. És a telepített munkaelemek határozzák meg az összes berendezés hatókörét.
A kézi marógép minden favágó típusa nagyon hosszú ideig mérlegelhető, de megpróbáljuk megérinteni főbb különbségeiket és céljaikat.
Építési típusok
A kézi marógép fa szármarói elsősorban a kialakítás tekintetében különböznek egymástól:

Tipp: ha a héjvágó működés közben eltompul, ne rohanjon a cserével, elég lesz a pengéket saját kezűleg a másik oldalra fordítani, és folytatni a műveletet, mivel az ilyen modellek élezése kétoldalas. .
Célja
Alkalmazási utasítások maróberendezések attól függ, hogy milyen típusú vágóanyagot szerel fel rá:
szegélyezés

Filévágó fához kézi maróhoz
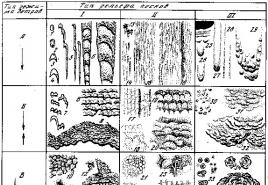
Nagyon széleskörű felhasználás nyomócsapágyas élmodellek vannak, amelyeket a feldolgozásra és. Ezeknek viszont a pengék alakjától függően különböző változatai vannak:

| Megnevezés az ábrán | Vágók neve | Célja |
| a, b | Profil | Szerelje fel a peremet különféle formázott profilokkal, hogy növelje annak esztétikáját |
| v | kúp | Negyvenöt fokos szögben ferde |
| G | Kalevochnaya | Lekerekíti az élt, profilt alkotva a kör egynegyedében |
| d | Korong | Adott méretű vízszintesen haladó hornyot készít |
| e | Varrás | Marónegyedek különféle célokra |
| jól | Galtelnaya | Filé készítése a peremfelületen az esztétika növelése érdekében |
Kombinált vágó:
- Ezek egy horony és tüske vágóelem kombinációja;
- Alkotáskor használjuk fa pajzsok. Segítségével az összes szükséges fadarabot megbízhatóan összeillesztik. Figyelemre méltó, hogy ezeknek a modelleknek a használata esetén az asztalos kötési felülete jelentősen megnő, aminek köszönhetően rendkívül erősnek bizonyul.
Következtetés
Amint látja, szerezze be a megfelelőt. kézi gép- ez nem minden. Ha teljes feldolgozást szeretne végezni fából készült termékek, akkor jó minőségű, megfelelő vágószerszámokat is be kell szereznie, amelyek mindegyike szigorúan működik bizonyos feladatokat. Ezenkívül pontosságra és törődésre lesz szüksége.

A cikkben található videóból kiderül Kiegészítő anyagok amelyek közvetlenül kapcsolódnak a megadott információkhoz.. Ne feledje, hogy a megfelelő eszköz a kulcsa a feladat sikeres végrehajtásának!
Ha bármilyen kérdése van a témával kapcsolatban, a megjegyzésekben felteheti.