Hogyan és mit kell forrasztani a műanyag csöveket. Lépésről lépésre: hogyan kell megfelelően forrasztani a műanyag csöveket otthon Hogyan kell megfelelően forrasztani a vízcsöveket
A közműhálózatok lefektetésére szolgáló anyagok gyártói a modern megoldások széles skáláját kínálják, amelyek felváltották a hagyományos megoldásokat. Ez különösen vonatkozik a vízellátó rendszer, a melegvíz-ellátó ág, a radiátor és a padlófűtési rendszer házába vagy lakásába szerelhető csövekre. A polimer csövekből (polivinil-klorid, polipropilén) készült helyi csővezeték lefektetéséhez vagy javításához speciális szerszámra és bizonyos készségekre van szüksége a vele való munkavégzéshez. A műanyag csövek forrasztása nem nehéz feladat, de fontos megérteni a technológiát és számos szempontot figyelembe venni a megbízható és tartós eredmény érdekében.
Forrasztószerszám műanyag csövekhez
Csőforrasztó gép
A mindennapi életben egy speciális eszközt használnak, amelyet arra terveztek, hogy a polimer csövet a megfelelő szerelvényhez vagy csatlakozóhoz csatlakoztassa. A legnagyobb megengedett csőátmérő, amelyet egy házi mester képes kezelni, 63 mm. A nagy átmérőjű csöveket túlnyomórészt professzionális berendezésekkel tompahegesztéssel végzik.
Az otthoni használatra szánt forrasztószerszám egy állvánnyal felszerelt egység, melynek munkarésze előre meghatározott hőmérsékletre melegszik fel. A fűtőelem (talp) furatokkal van felszerelve különböző átmérőjű (16-32 mm) fúvókák felszereléséhez.
 Forrasztógép műanyag csövekhez
Forrasztógép műanyag csövekhez A készülék kialakítása különbözik:
- kard alakú;
- hengeres.
Nincs alapvető különbség, hogy melyiket használja a műanyag csövek saját kezű forrasztásához. Mindenesetre az utasítások szigorú betartása segít a kívánt eredmény elérésében.
A kiváló minőségű forrasztás titkai
A csövek forrasztását pozitív hőmérsékletű helyiségben kell elvégezni, míg minél hidegebb a levegő, annál tovább tart a műanyag vagy fém-műanyag alkatrészek felmelegedése a szoros és tartós csatlakozás érdekében.
 A kiváló minőségű forrasztás titkai
A kiváló minőségű forrasztás titkai A fűtési vagy vízellátási csövek felszerelésekor előforduló gyakori hibák elkerülése érdekében ügyeljen a következő ajánlásokra:
- A háztartási szerszám teljesítménye 1200 watt legyen.
- Az otthoni használatra szánt készüléket legfeljebb 32 mm átmérőjű csövekhez tervezték, egyéb esetekben professzionális forrasztópáka használata szükséges.
- A forrasztás megkezdése előtt melegítse fel a készüléket legalább 5-10 percig, hogy a fúvókákkal ellátott munkarész a megadott paraméterekre melegedjen.
- A csővezeték elemeinek összehegesztése után ne csavarja meg őket, és ne mozdítsa el a varratot, hogy ne sértse meg annak integritását. Csak a torzulások óvatos kiegyenesítése megengedett, különben a varrás terhelés alatt szivárog.
- Ne nyomja össze túlságosan az alkatrészeket. Mivel az olvadt műanyag befelé nyomódik, és csökkenti a szerelvény furatát, ami rontja a rendszer teljesítményét.
- Ne hagyjon rést a cső széle és a szerelvény belseje között. Az ilyen csatlakozás nyomás alatt szivárog.
- Ügyeljen arra, hogy a forrasztott kötés teljesen lehűljön, mielőtt feszültségnek tenné ki.
- Minden forrasztási művelet után tisztítsa meg a fúvókákat az olvadt műanyag nyomaitól. Ez megakadályozza a szénlerakódások kialakulását, valamint a forrasztandó elemek károsodását.
- Használjon lapos fapálcát a tartozékok tisztításához. Ez megóvja a teflon bevonatot a sérülésektől. Ne használjon fémtárgyat, mert a karcolások használhatatlanná teszik a tartozékot, a műanyag pedig rátapad és megég.
Figyelem! Mielőtt folytatná a csővezeték felszerelését, nézzen meg egy részletes videós útmutatót és gyakoroljon a műanyag csövek szükségtelen vágására.
Biztonsági intézkedések
Nemcsak a műanyag csövek forrasztásának ismerete fontos, hanem a biztonsági óvintézkedések betartása is az elektromos szerszámmal végzett munka során, hogy elkerülje az égési sérüléseket vagy sérüléseket.
 Fontos a védőkesztyű használata
Fontos a védőkesztyű használata - Munka közben mindig viseljen védőkesztyűt.
- Ügyeljen a padló tisztaságára, a helyiség porosodására. Az olvadt műanyagba szorult szennyeződés rontja a varrat minőségét és esztétikussá teszi a csatlakozást.
- A forrasztóegységet vízszintes sík felületre kell helyezni.
- A teljes munkafolyamat alatt az egység nincs feszültségmentesítve.
- Az elemek hegesztését csak a forrasztópáka teljes felmelegedése után lehet elkezdeni. A modern modellekben egy letiltott jelző tájékoztat az üzemmódba lépésről. A régi készülék használatával várjon körülbelül 20 percet a bekapcsolástól számítva.
Munka előrehaladása
Nézzük meg részletesen, hogyan kell megfelelően forrasztani a műanyag csöveket otthon. Az előzetes szakaszban minden szükséges eszközt elő kell készíteni:
- mérőszalag és marker;
- fájl vagy akta;
- finom szemcsés csiszolópapír;
- csővágó;
- éles szerelőkés;
- forrasztópáka műanyag hegesztéséhez.
A forrasztandó felületek feldolgozásához rongyokra és alkoholra (vagy más zsíroldó szerre) is szükség lesz.
Az elemek előkészítése
A csöveket speciális csővágóval vagy éles szerelőkéssel vágják a kívánt hosszúságra. Ügyeljen arra, hogy a vágás szigorúan merőleges legyen, különben nem lehet szoros kapcsolatot létrehozni.
 Borotva használata
Borotva használata Ezután meg kell dolgozni a cső szélét. Célszerű speciális szerszámot - borotvát - használni, de ennek hiányában elegendő egy rögzítőkést használni (a sorja eltávolítására szolgál), amely után egy normál propilénből vagy üvegszállal megerősített cső szélét simára kell dolgozni. reszelő segítségével, finom szemcsés bőr.
Fontos! Alumínium erősítésű PVC csöveknél a kötés minőségének javítása érdekében javasolt a felső polimerréteg és a fólia eltávolítása a széléről.
Miután megbizonyosodott arról, hogy a kezelt él simasága gyakorlatilag nem rosszabb, mint egy boltban vásárolt szerelvény belső része, megkezdheti az elemek forrasztását, miután előzőleg alkohollal zsírtalanította az összekapcsolandó felületeket.
Forrasztási technológia
Fontolja meg, hogyan kell használni a forrasztópákát, és milyen hőmérsékleti rendszert kell választania a különböző típusú műanyag csövekhez. A DIY polimer csővezeték telepítése több szakaszban történik:
- A forrasztóegységet biztonságosan rögzítik az emelvényhez, és a megfelelő átmérőjű fúvóka munkarészére szerelik fel.
- Az elektromos forrasztópáka a kívánt hőmérséklet beállítása után bekapcsol. A polipropilén alkatrészek egymáshoz forrasztásához a munkarészt 260 ° C-ra kell melegíteni, PVC termékek hegesztésekor 220 ° C-ra kell melegíteni.
- A készülék felmelegedése után az illesztést és a cső előkészített szélét a fúvókákra helyezzük, és az alkatrészeket néhány másodpercig melegítjük (a pontos melegítési időt az alábbi táblázat tartalmazza, ez az elemek átmérőjétől függ ).
- A szükséges idő megvárása után az alkatrészeket szépen összeillesztjük és hagyjuk teljesen kihűlni. A csővezeték összes többi eleme ugyanígy van rögzítve.
A csőhegesztési mélység illeszkedik a szerelvény belső részének paramétereihez - a forrasztópáka fúvókák azonos mélységben melegítik fel az elemeket, így biztosítva a felületek közötti maximális érintkezést a jobb tapadás érdekében.
 Forrasztási folyamat technológia
Forrasztási folyamat technológia A polimer csövek hőmérsékleti hegesztéssel történő csatlakoztatásának módja meglehetősen egyszerű, ha elsajátítja a fűtött elemek pontos csatlakoztatásának készségét, tudja, hogyan kell forrasztani az alkatrészeket. Miután a csövet behelyezték a szerelvénybe, nem mozgatják vagy forgatják, így a felmelegített polimer monolitot képezhet. Ha a hézag helyét addig mozgatjuk, amíg az anyag megszilárdul, a polimer gyűrődésben gyűlik össze, és a hézag nyomásmentes lesz.
A kapcsolat minőségének ellenőrzése
Az ízületek tömítettségének ellenőrzése azután kezdődik, hogy az összes kötést felszerelték, és már volt ideje lehűlni. Ehhez vizet öntenek a kész rendszerbe, és megvizsgálják a csővezetéket a szivárgások azonosítása érdekében. A vízzel való feltöltés előtt hagyja a telepített rendszert legalább egy órán át normál szobahőmérsékleten állni, és ha a helyiség levegője hűvösebb, akkor az előzetes ellenőrzési szünetnek legalább 2-3 óráig kell tartania.
Ha laza kötéseket találunk, szükséges a vizet a rendszerből leereszteni, a csőszakaszt új szerelvények beépítésével és egy megfelelő hosszúságú csődarab levételével vissza kell szerelni. A szivárgó csatlakozás valamilyen tömítésére vagy elektromos forrasztópákával való forrasztására tett kísérlet előzetesen kudarcra van ítélve. A polimer csővezeték telepítése a technológia szigorú betartását igényli.
 Példa a jó kapcsolatra
Példa a jó kapcsolatra A javítási munka végén ismét ellenőrizze a rendszer tömítettségét úgy, hogy vizet önt bele. Ha fűtési rendszerről beszélünk, a csővezeték csak a kazánban lévő hűtőfolyadék felmelegítése után megy át ezen a teszten, magasabb hőmérsékleten és nyomáson.
Következtetés
A műanyag csövek forrasztására vonatkozó utasítások lehetővé teszik a folyamat technológiájának megértését. Ha egyszeri munkára van szükség, akkor gazdaságilag nem kifizetődő az elektromos forrasztópáka vásárlása csövekhez, egyszerűbb szerszámot bérelni egy ilyen szolgáltatást nyújtó cégtől.
Amikor először tervez önálló munkavégzést, ajánlatos kis tartalékkal anyagot vásárolni. Ha csak elméletben ismeri a csövek forrasztását, a házban való munka megkezdése előtt gyakorolnia kell. Ha a tapasztalat sikertelennek bizonyult, bízza a házban lévő csővezetékek telepítését vagy javítását szakemberekre.
Ha úgy döntött, hogy saját maga készíti el a vízvezetéket otthonába, akkor tudja, hogy ehhez a műanyag csövek lesznek a legjobb anyagok. Ahhoz, hogy egyetlen rendszerbe integrálódjon, el kell képzelnie, hogyan hegesztik a műanyagot. Azonban ne hagyja, hogy ez megijessze, mivel maga a műanyag csövek forrasztásának folyamata nem különösebben bonyolult, és nem igényel nagyszámú speciális szerszámot.
A hegesztés gyártásához szüksége lesz:
- rulett;
- jelző;
- épület szintje;
- olló műanyag csövek vágásához;
- hegesztőberendezés műanyag csövekhez.
Szinte minden kézművesnek megvan az összes eszköze, kivéve az utolsót. Utóbbira életében csak egyszer lehet szüksége, így sokkal célszerűbb nem megvenni, hanem kölcsönkérni vagy bérelni.

Röviden a hegesztőgépről
A forrasztás megkezdése előtt röviden meg kell ismerkednie a használni kívánt eszközzel.
Fontos elem a talp, amely fűtőelemekkel van felszerelve. A munka kényelmét az a tény biztosítja, hogy a talpon lyukak vannak, amelyek lehetővé teszik a speciális fúvókák rögzítését a forrasztáshoz. A hőmérséklet szabályozása a testen található termosztát segítségével történik.
Csőforrasztási eljárás
Forrasztás előtt a készüléket a kívánt helyzetbe kell szerelni, és megfelelő méretű fúvókákat kell rá rögzíteni. A termosztát segítségével állítsa be a kívánt hőmérsékletet:
- 260 ° С polipropilén csövekhez;
- 220 °C polietilén csövekhez.
Hagyja a készüléket felmelegedni 10-20 percig, amíg a jelzőfény kialszik.
Forrasztáskor a következő adatokból kell eljárni:
| Külső csőméret, mm | |||||
| Távolság a jelig, mm | |||||
| Fűtési időtartam, mp | |||||
| A technológiai szünet maximális időtartama, mp | |||||
| Hűtési idő, min |
A forrasztási folyamat a következő műveletekre redukálódik:
- Speciális ollóval vágja le a csövet a kívánt hosszúságra, alkoholos oldattal tisztítsa meg az ízületeket a szennyeződéstől és a zsírtól;
- Szerelje be a csövet és a csatlakozó aljzatot a fúvókába, és melegítse fel a táblázatban jelzett ideig;
- Csatlakoztassa a fűtött elemeket egymáshoz úgy, hogy a csövet bedugja az aljzatba. Ezt a műveletet a táblázatban technológiai szünetként meghatározott időn belül kell végrehajtani;
- A művelet befejezése után ellenőrizze a kapott hegesztett kötés minőségét, amely műanyag gyűrűk formájában lesz észrevehető.


Az imént vázoltuk a forrasztási folyamat lényegét. A csővezeték megbízható működésének biztosítása érdekében azonban figyelmet kell fordítani a következő részletekre:
- Az első hegesztési műveletet öt perccel a forrasztópáka felmelegedése után kell elvégezni.
- Ha megerősített csöveket kell hegeszteni, akkor egy borotvának nevezett speciális eszközzel távolítsa el a csőből az alumíniumot és a polipropilént, amelyek a felső két réteget alkotják. Ezt követően a csöveket a már leírt módszer szerint csatlakoztatják.
- Hegesztési munkákat csak akkor szabad végezni, ha a környezeti hőmérséklet fagypont felett van.
- Hegesztés után hagyja lehűlni a csatlakoztatott csöveket, ne engedje, hogy elcsavarodjanak vagy elmozduljanak. Abban az esetben, ha az összekötő varrat rossz minőségű, a csomót el kell vágni, és a hegesztési folyamatot meg kell ismételni.
Munka közben bizonyos óvintézkedéseket be kell tartani, amelyek be nem tartása befolyásolhatja a hegesztett kötések minőségét. Különösen ügyelni kell arra, hogy a hegyek teflonbevonatúak, hogy megakadályozzák a szén felhalmozódását. Minden művelet végén fa spatulával el kell távolítani róluk az olvadt maradványokat. Szigorúan tilos az anyagmaradványokat a tartozékok lehűtése után eltávolítani, mert ez károsíthatja a bevonatot és az egész készülék meghibásodását okozhatja.
A műanyag csöveket saját kezűleg is forraszthatja, mivel ez könnyebb feladat a fémanalógok hegesztési technológiájához képest. Ezt az összeillesztési módszert különféle típusú polimer kommunikációkhoz használják. A műanyag csövek és analógok erősítéssel történő forrasztásának technikái azonban kissé eltérnek. A hibák elkerülése érdekében a kommunikáció hegesztése során tanulmányozzák a szakemberek ajánlásait.
Műanyag csövek forrasztása saját kezűleg.
Forrasztással összekapcsolt csövek típusai
A polimer anyaggal való munkavégzéshez használt forrasztópáka olyan vízvezetékek csatlakoztatására szolgál, amelyek gyártási technológiájában, anyagtípusában különböznek:
- polipropilénből készült - jól tolerálják a magas hőmérséklet hatását, ennek a tulajdonságnak köszönhetően fűtési rendszer telepítésekor is használhatók;
- PVC: erős melegítéssel részben elveszítik tulajdonságaikat;
- műanyag erősítéssel - az erősítőréteg miatt nő a szilárdság, a hőállóság, az ilyen kommunikációk kevésbé érzékenyek a tágulásra, ha hőforrással érintkeznek;
- polietilén hőálló - jól tolerálja a hosszú távú érintkezést a hűtőfolyadékkal;
- polibutilén - tulajdonságaiban felülmúlja más anyagok analógjait: tartósak, ellenállnak a szélsőséges hőmérsékleteknek, rugalmasak, használhatók nyomás alatti fűtési rendszerekben;
- a rézvezeték szakaszait forrasztópákával vagy gázégővel kötik össze.
A forrasztáshoz szükséges szerszámok és anyagok
Ha a vízellátó hálózatok javítását vagy cseréjét tervezik, szüksége lesz egy készülékre a műanyaggal való munkához.
Ezenkívül segédeszközöket készítenek:
- épület szintje;
- csővágó vagy vágóolló;
- fúvókák készlete (a polimer hegesztőgép készletében található);
- rulett;
- borotva, amely lehetővé teszi a kommunikáció megerősítésének eltávolítását;
- ferde gép;
- sorjázó szerszám;
- forrasztóanyag;
- fényáram.

Forrasztópáka műanyag csövek forrasztásához.
A mindennapi életben a legkisebb átmérőjű elemeket sokkal ritkábban kötik össze a tompa módszerrel. Előnyben részesítik a szerelvényeket.
Forrasztóanyag forrasztáshoz
Ez egy fogyóeszköz, amelyet rézcsőszakaszok összekapcsolására használnak. Huzal, rudak formájában készül. Fóliázott forrasztóanyag is található. Az ebbe a csoportba tartozó anyagok összetételükben különböznek. Készülhetnek ón, cink, ólom, antimon, ezüst alapúak. A varrat minősége attól függ, hogy milyen fémeket tartalmaz a készítmény. Ezenkívül a forrasztás típusokra osztható, figyelembe véve a magas hőmérsékletnek való kitettséget: alacsony olvadáspontú, közepes és magas olvadáspontú.
Folyasztószerek és szerelvények

Forrasztószerelvények műanyag csövekhez.
Fluxus szükséges a fém alkatrészek hegesztéséhez. Ha műanyag elemek forrasztására szolgáló készüléket kíván használni, ezt az anyagot nem használja. A fluxus segít megvédeni a fémfelületeket az oxidáció során. Az ilyen anyagok másik tulajdonsága a forraszanyag folyékonyságának javítása. A fluxust különböző változatokban mutatják be, összetételükben eltérőek. A rézzel végzett munkához szükséges anyagok: cink-klorid, bórsav és sósav.
A idomokat csővezetékek összekötő elemeinek nevezzük: pólók, tengelykapcsolók, keresztek stb. Belső méretüknek meg kell egyeznie az elemek külső átmérőjével. Ez megbízható kapcsolatot hoz létre. Ha azonban PVC csővezetékeket vagy más típusú polimer szerkezeteket hegesztenek, akkor a varratkötés ebben az esetben egy darabból áll.
Vágó olló
Az eszköz célja, hogy vágást végezzen polimer termékeken. Ha csővágót használ, akkor a kommunikáció széle pontosabb lesz, nem jelennek meg sorja. Ez megkönnyíti a további munkát.
Egy ilyen eszközt különböző típusokban mutatnak be, beleértve:
- auto;
- guillotine vágó;
- görgős ollók;
- csővágó racsnis mechanizmussal (legfeljebb 75 mm átmérőjű kommunikációhoz alkalmas).
Ha saját kezűleg tervezi a műanyag csövek hegesztését, a szerszámot előre fel kell készítenie, mivel a polimer termékek melegítéskor gyorsan lehűlnek. A rugalmas kommunikációval való munkavégzéshez szükséges forrasztópáka kiválasztásának fő kritériumai:
- fűtőelem típusa: hengeres, lapos;
- a készletben lévő fúvókák száma, külső átmérőjük, amely lehetővé teszi, hogy csak adott méretű csövekkel dolgozzon;
- teljesítmény - meghatározza a forrasztópáka fűtőteljesítményét, önálló munkavégzés esetén legfeljebb 1,2 kW érték megengedett, a szerszám kiválasztásakor figyelembe veszik a csatlakoztatott kommunikáció méretét;
- a fúvókák bevonatának típusa, fontos, hogy a forrasztás során ne tapadjon rájuk polimer anyag;
- hőmérséklet-szabályozó típusa - befolyásolja az anyag hőmérsékletének meghatározásában bekövetkező hibát.
A forrasztás folyamatának és módszereinek lényege
Ez a technológia azon az elven alapul, hogy megváltoztatják az anyag szerkezetét a csővezeték egyes szakaszainak összekapcsolásához. Ez nagy fokú szilárdságú kapcsolatot biztosít.
A polimer csövek csatlakoztatásának különböző módjai:
- elektrofúziós beépítési technika - vezető elemekkel ellátott speciális szerelvények használatán alapul;
- forrasztás alkatrészek melegítésével: feltételezi a végszakaszok hőmérsékletének megváltoztatását, azok további összenyomását;
- PVC csövek hideghegesztése: olyan vegyszereket használnak, amelyek megváltoztathatják a műanyag szerkezetét, a csőszakaszok összeillesztése után tartós erős varrat keletkezik, de megbízhatóság szempontjából az ilyen csatlakozás gyengébb, mint a hegesztés, míg a a rendszer nem melegszik fel.
Lépésről lépésre vonatkozó utasítások műanyag csövek forrasztásához
A kommunikáció telepítése során fontos elkerülni a hibákat. A beépítési technológia megsértése esetén a varratkötés minősége jelentősen csökken, ami a csővezeték élettartamának csökkenéséhez vezet. Növekszik a szivárgás veszélye.
Biztonsági intézkedések
A munkához kesztyűt kell használni. A készülék bekapcsolása után ne érintse meg a fűtőelemet, mert az hajlamos +300 °C-ra felmelegedni.
A helyiséget, ahol a hegesztést végzik, szellőztetni kell. Ha a közelben van vízforrás, fontos a munkahely biztonsága. Ne engedje, hogy folyadék kerüljön a forrasztópákra a hegesztési folyamat során.
Győződjön meg arról, hogy a hegesztőgép működőképes - a huzal integritása nem sérül.
Elemek, alkatrészek előkészítése
Nem ajánlott nyers kommunikációt csatlakoztatni. Először az anyagot a vízellátó rendszer kialakításának megfelelően vágják le. Még csővágó használata esetén is el kell távolítani a sorját, mert bár kisebb mennyiségben vannak, de kialakulnak. A szerelvényekkel történő kommunikáció megkönnyítése érdekében a végszakaszokon letörések készülnek (45 °-os szögig). Ehhez speciális szerszámot használnak. A hegesztés megkezdése előtt a csöveket zsírtalanítják.

Forrasztás előtt a csövet zsírtalanítják.
Forrasztópáka előkészítése
Nem nehéz dolgozni polimer kommunikációs hegesztő berendezéssel. Állványra van felszerelve, majd csatlakoztatva a hálózathoz. Ezzel egyidejűleg beállítják a kívánt fűtési hőmérsékletet (ha van ilyen funkció), amely termosztát segítségével valósítható meg. Ezután meg kell várni, amíg a termosztát kellően felmelegszik (elektromos hőmérővel). Ennek az időszaknak az időtartama az egység teljesítményétől és a fűtési sebességtől függ. Gyakran legfeljebb 30 percet kell várnia.
Milyen hőmérsékleten kell forrasztani a műanyag csöveket
A hőmérsékleti rendszer a kommunikációs anyag típusától függően változik. Leggyakrabban polipropilén csöveket használnak, amelyeknél a hőmérséklet + 260 ° C-ra van beállítva (felső határ). Polietilén termékekkel kevésbé agresszív körülmények között dolgoznak: a hőmérséklet nem haladja meg a + 220 ° С-ot. Termosztát hiányában a fűtési idő a fő kritérium. Minél nagyobb a cső átmérője, annál tovább tart a felmelegedés. A fűtési idő 6 és 20 másodperc között változik (20-63 mm átmérőjű kommunikáció esetén).
Dokkolási szabályok
A polimer kommunikáció telepítésének fő követelménye a csővezeték tengelyének betartása. Rugalmasak, melegítés hatására műanyagokká válnak. Ez növeli a nem megfelelő csőszerelés kockázatát. Annak elkerülése érdekében, hogy a csatlakozásnál a kommunikáció belsejében megereszkedjen, hagyjon legfeljebb 3 mm-es rést a szélek között.

A műanyag csövek forrasztásának sorrendje.
Csőcsatlakozás
Elegendő idő elviselése után a csövet és az idomot eltávolítják a fúvókákról. Fontos, hogy azonnal csatlakoztassa őket, és a csővezeték tengelyéhez képest megfelelő helyzetbe állítsa őket. A polimer anyag teljes kikeményedése 2-3 perc alatt következik be. Ennek az időtartamnak a végéhez közeledve azonban már nem lehet beállítani a cső és az idom egymáshoz viszonyított helyzetét. Ez a kialakult molekuláris kötések megsemmisüléséhez vezet. Ennek eredményeként a kapcsolat minősége romlik.
Csatlakozások tisztítása és hűtése

Rögzítse a csővezetéket a szerelvénnyel.
A csővezetéknek a szerelvénnyel történő dokkolás utáni szakasza rögzített helyzetben marad. Az anyag hőmérséklete várhatóan + 40 ° C-ra csökken (1-2 ° C-os változás megengedett). Ezt követően részlegesen el kell távolítani a csomókat. Ilyen körülmények között a polimer anyagnak van ideje megszilárdítani, de továbbra is megőrzi kellő rugalmasságát. Ez megkönnyíti a megereszkedés eltávolítását a varrás deformációja nélkül.
Ne tegye ki a csővezeték szakaszát mesterséges hűtésnek. A szabad levegőn hűlnie kell. Ehhez speciális eszközök (fúvó, alacsony hőmérsékletű forrás vagy hideg víz) használata tilos.
A kapcsolat minőségének ellenőrzése
A csőszakasz megjelenését értékelik. Tehát nem lehet repedés a varrásnál. Itt az anyagnak egységesnek, szivárgásmentesnek kell lennie, a szerkezet nem lehet porózus. A csatlakozás jó minőségűnek tekinthető, hibátlanul és 2-4 mm-en belüli peremszel. Ha a csőfal vastagsága kisebb, mint 10 mm, akkor a varraton legfeljebb 2 mm magas gyöngy marad. Nagyobb kötések hegesztésekor az átfedésnek legalább 4 mm-nek kell lennie.
Gyakori hibák
Elfogadhatatlan tevékenységek, amelyek a varratkötés minőségének csökkenéséhez vezethetnek:
- a hőmérsékleti rendszer megsértése csövek fűtésekor: elégtelen hőhatás vagy éppen ellenkezőleg, túlmelegedés;
- a megereszkedett anyag teljes eltávolítása vagy levágása a varrásról, mielőtt az lehűl;
- túlzott erő alkalmazása a csövek csatlakoztatásakor, ami a csatlakozás minőségének romlásához vezet;
- ha a hegesztést a kommunikáció előzetes feldolgozása nélkül végzik, a varrat hosszú ideig nem fog szolgálni, mivel por és szennyeződés marad a csöveken, ami csökkenti az anyagok tapadását.
Ha nincs elegendő tapasztalat a hegesztési munkák elvégzésében, tanulmányozhatja a mesterek ajánlásait.
Forrasztás nehezen elérhető helyeken és sarkokban
Nehezen megközelíthető területeken végzett munkák esetén megengedett a csővezeték elemek egymás utáni felmelegítése. Először egy karimát kell felszerelni a forrasztópáka fúvókára, majd egy csőszakaszt. Annak érdekében, hogy az első elemnek ne legyen ideje lehűlni, jobban fel kell melegíteni. A sarokszerelvényeket a nehéz szakaszokról a csővezeték fővonalára történő átmenetre használják.
Műanyag csövek csatlakoztatása forrasztás nélkül
Ha nem áll rendelkezésre hegesztőgép, fontolja meg más módszerek használatát:
- Hideg forrasztás. Ebben az esetben feltételezzük, hogy speciális ragasztót kell felvinni a cső belső falaira és a szerelvény külső felületére. Az anyagot csiszolópapírral elődolgozhatja, majd a csővezeték elemeit zsírtalanítják és csatlakoztatják.
- Kompressziós szerelvény alkalmazása: összekötő elemet használnak, amelyet anyával rögzítenek.
Nagy átmérőjű műanyag csövek hegesztése
Ha szükségessé válik nagyobb kommunikáció telepítése, használja a tompacsatlakozási módszert. Ebben az esetben a szerelvényeket nem használják. A csövek között minimális rés marad, speciális felszereléssel rögzítik őket. Az igazítás után folytatják a forrasztást.
Szép napszak, kedves olvasó! A fűtési rendszerek, vízellátó rendszerek, csatornarendszerek modern típusú polimer termékekből történő összeszerelése vagy javítása egyszerűen és gyorsan megtörténik, köszönhetően az alkatrészek összekapcsolására használt tömítési technológiának. Ezt a munkát saját kezűleg is elvégezheti, ha tudja, előzetesen készítse elő a szükséges eszközöket és eszközöket.
A következő típusú csövek forraszthatók.
- polivinil-klorid (PVC);
- polipropilén;
- réz csövek;
- polibutén;
- fokozott hőállóságú polietilénből készült;
- megerősített műanyag termékek.
A forrasztáshoz szükséges szerszámok és anyagok
Az otthoni munkához előzetesen elő kell készítenie az összes szükséges eszközt és anyagot:
- elektromos forrasztópáka;
- megfelelő méretű forrasztópáka fúvókák és állványok;
- reszelő vagy éles kés sorjázáshoz;
- mérővonalzó vagy mérőszalag;
- jelző;
- olló csövek vágásához;
- borotva - eszköz az erősítőréteg eltávolítására;
- speciális szerszám letöréshez;
- forrasztóanyag forrasztáshoz;
- folyasztószerek és szerelvények;
- alkoholos összetétel zsírtalanításhoz.
Forrasztóanyag forrasztáshoz
A forrasztóanyag huzal, fólia, rúd stb. formájában kapható. Erősebb rézszerkezetek varratát kell elérni. Ónból, ezüstből, cinkből, ólomból, antimonból vagy rézből készül.

Az olvadásponttól függően a következőkre osztható:
- olvasztható;
- közepesen olvadó;
- magasan olvadó forrasztóanyag.
Folyasztószerek és szerelvények
A folyasztószereket a forrasztás során használják, hogy megvédjék az összekötendő fémfelületeket az oxidációtól. Folyékony, száraz keverék vagy paszta formájában kaphatók, és kémiai összetételükben, tulajdonságaikban és rendeltetésükben különböznek. Például bórsavat, cink-kloridot, sósavat használnak a hengerelt réz felületének tisztítására és a forraszanyag folyékonyságának növelésére.
Védőfólia készíthető gyanta, viasz, különféle gyanták felhasználásával.
A szerelvények kis méretű termékek, amelyeket a csövek végére helyeznek, amelyeket forrasztással kötnek össze. Ide tartoznak a csatlakozók, pólók, keresztek, kontúrok, dugaszok, sarkok stb. Ugyanabból az anyagból kell készülniük, mint maguknak a csöveknek. És persze senki előtt nem titok, hogy bármelyik vízvezeték-szerelő üzletben megvásárolhatja a szerelvényeket.
Vágó olló
Ennek a szerszámtípusnak más neve is van - csővágó, csőolló vagy. Műanyag termékek gyors vágására tervezték, sorjamentes vágóélt biztosít, ami leegyszerűsíti a hegesztési folyamatra való felkészülést.

Négyféle csőolló létezik, amelyek kialakítása és árában különbözik:
- precíziós csővágó racsnis mechanizmussal. A készüléket legfeljebb 75 mm átmérőjű csövek vágására használják;
- görgős ollók;
- automata csővágó pisztoly formájában;
- csővágó - guillotine.
Tippek a csőforrasztópáka kiválasztásához és használatához
Mikor kell figyelembe venni a műszaki paramétereit:
- erő. Erőteljes eszközökre van szükség nagy átmérőjű csövek hegesztéséhez, háztartási rendszerekhez, amelyekben a termékek átmérője nem haladja meg az 50 mm-t, 0,6 - 0,8 kW teljesítményű készüléket vásárolhat;
- a fúvókák bevonatának minősége és felhordásuk technológiája. A teflon bevonatú fúvókákról a hegesztendő termékek könnyen eltávolíthatók, ezért célszerű éppen ilyen fúvókákkal felszerelt forrasztópákát választani. Ezenkívül ügyelni kell arra, hogy ne csak egy, hanem két vagy három fúvókát egyszerre melegítsen. Ez jelentősen felgyorsítja a munkavégzést;
- hőmérséklet-szabályozó típusa. A forrasztópáka felszerelhető elektronikus, kapilláris vagy bimetál termosztáttal. Jobb az elektronikus hőmérséklet-szabályozóval ellátott modellt választani, mivel a másik kettő túl nagy eltérést mutat a termékek beállított és tényleges fűtési hőmérséklete között.
A forrasztás folyamatának és módszereinek lényege
A forrasztást csővezetékszakaszok egymáshoz hermetikus összekötésére, elzárószelepek, műszerek és biztonsági berendezések felszerelésére használják.

Három keményforrasztási technológiát alkalmaznak a csövek végeinek és a csőszerelvények leágazó csöveinek összekötésére:
- diffúziós módszer. A hegesztés az összekötő elemek melegítésével és összenyomásával történik anélkül, hogy az alkatrészek alapanyagát megolvasztanánk, és további anyagokat használnának;
- forrasztás elektrofittinggel. A csatlakoztatáshoz speciális fűtőelemmel ellátott szerelvényeket használnak. A forrasztási folyamat az elektrofitting belső részének elektromos áram hatására részleges megolvadása miatt következik be;
- hideg módon. A hővezető elemeit egy további anyag - forrasztás - segítségével csatlakoztatják.
Lépésről lépésre vonatkozó utasítások műanyag csövek forrasztásához
Három fő szakaszból áll - az elemek fűtése, dokkolása, rögzítése és hűtése, amelyek megvalósításához bizonyos előkészületek szükségesek, a hőmérsékleti rendszer és a biztonsági szabályok betartása.
Biztonsági intézkedések
A forrasztás során be kell tartania az alapvető biztonsági intézkedéseket az elektromos szerszámmal végzett munka során:
- a forrasztópákát védeni kell a légköri csapadéktól, szennyeződéstől és fröccsenéstől;
- mielőtt csatlakoztatná a készüléket a hálózathoz, meg kell győződnie arról, hogy az jó állapotban van, a tápkábel és a csatlakozó épségében;
- munka közben szellőztesse ki a helyiséget és használjon hőkesztyűt;
- ne érintse meg a bőr nyitott területeit a felforrósodott felületekhez.
Elemek, alkatrészek előkészítése
Ebben a szakaszban a következőket kell tennie:
- a termékek vágása a kívánt hosszúságú darabokra;
- a vágások sorjázása és alapos csiszolása;
- szakaszok zsírtalanítása alkoholos oldattal;
- egy bevágás megrajzolása, amellyel ellenőrizhető a csövek készülékbe való bevezetésének mélysége;
Forrasztópáka előkészítése
A készüléket előzetesen csatlakoztatni kell a hálózathoz, a termosztátot a kívánt helyzetbe kell állítani, és a terméket a műanyag típusától függően üzemi hőmérsékletre kell felmelegíteni.

A forrasztópáka felmelegedési ideje általában 30 perc, amíg a lámpa kialszik. A készülék a beállított hőmérséklet elérése után 10 percen belül üzemkész.
A készülék előkészítésekor a vasalatok és a hüvelyek hőmérsékletét is célszerű felületi elektromos hőmérővel ellenőrizni.
Milyen hőmérsékleten kell forrasztani a műanyag csöveket
A polietilén termékek forrasztásához a készülék termosztátja 220 ° C-ra, polipropilén esetében 260 ° C-ra van állítva. Ha nincs szabályozó, betarthatja az alkatrészek fűtési paramétereit az 1. táblázatból.
Asztal 1.
Dokkolási szabályok
Az illesztések összeszerelésekor figyelni kell az élek igazítását, hogy mindkét termék felülete egybeessen, és a csővezeték tengelye ne mozduljon el. Az élek közötti résnek a teljes átmérőben egyenletesnek kell lennie, 2-3 mm méretű.
Csőcsatlakozás
A felmelegített részeket eltávolítjuk a forrasztópáka fúvókákról, és a végeket enyhén megnyomva összekötjük egymással. A polimer 2-3 perc alatt megszilárdul.
Csatlakozások tisztítása és hűtése
A csomópontnak álló helyzetben kell lennie, amíg a műanyag le nem hűl 38-42 fokos hőmérsékletre. Ehhez a csatlakoztatott részeket bilincsben vagy kapcsban rögzítik, amíg le nem hűlnek.
A megereszkedést éles késsel tisztítják meg, miután a kötés teljesen lehűlt.
A kapcsolat minőségének ellenőrzése
A hegesztés végén minden csatlakozást szemrevételezéssel ellenőrizni kell. A jól elkészített varratnak sík felületűnek kell lennie, porozitás, repedések, gyűrődések és túlmelegedéskor fellépő túlzott fényesség nélkül. A varrat területén lévő gyöngynek folyamatosnak és egyenletesnek kell lennie a hézag teljes kerülete mentén, és legfeljebb 2 mm-rel emelkedhet a külső felület fölé - legfeljebb 10 mm falvastagságú termékek esetén.
A nagyobb falvastagságú csövek maximális peremmagassága 4 mm.
Forrasztási videók
A csővezeték falra forrasztásának módja a videóban látható:
Gyakori hibák
A műanyag csövek forrasztása nem igényel különleges készségeket, de ha nem tartja be a megállapított normákat és szabályokat, akkor is elronthatja a csatlakozást. Tipikus hibák, amelyeket a kezdő mesterek elkövetnek:
- piszkos mellékletek használatával. Ha olvadt polimer cseppek maradnak a fúvókákon, akkor a következő hegesztés során beékelődnek a termékek szélei közé, és élesen meggyengítik az összekötő varratot;
- maradék víz és szennyeződés a külső felületen. Kizárják az alkatrészek felületeinek szoros érintkezését az egész területen;
- túlzott erő alkalmazása az alkatrészek igazítása során. A túlzott nyomás alatt lévő olvadék egy része kinyomódhat a csőbe, és csökkentheti annak áteresztőképességét;
- kísérlet az olvadt műanyag gyöngyök tisztítására, amíg a csomópont teljesen le nem hűl, ami elkerülhetetlenül a cső deformálódásához vezet;
- az ízület elégtelen felmelegedése vagy túlmelegedése.
A csővezeték-kötések maximális megbízhatóságának biztosítása érdekében a szakértők azt tanácsolják, hogy tartsák be a következő követelményeket:
- helyes a hegesztési munkát a forrasztópáka felmelegedésétől számított 10 perc elteltével megkezdeni;
- hegesztési vagy forrasztási műveleteket csak pozitív környezeti hőmérsékleten végezzen;
- a hegesztéssel összekötött csőszakaszokat hagyni kell lehűlni, megakadályozva azok egymáshoz képesti elmozdulását vagy csavarodását;
- a 6 mm-nél nagyobb falvastagságú termékek tompahegesztése kettős varrással történik. Kisebb falvastagságnál a hézag egy varrással tömíthető;
- minden forrasztással rögzített szerkezeti elemnek ugyanattól a gyártótól kell származnia, mivel ezek eltérhetnek a nyersanyag összetevőinek összetételében, ami negatívan befolyásolja a hegesztés minőségét.
Forrasztás nehezen elérhető helyeken és sarkokban
Nehezen elérhető helyeken, például falak vagy mennyezetek felületéhez közel elhelyezkedő csövek forrasztásakor egy speciális technikát alkalmaznak, amely a közvetlen és az illeszkedő csatlakozási szakaszok egymás utáni hevítéséből áll forrasztógéppel. Az egyenes szakasz karimájának felmelegítése több időt vesz igénybe, hogy ne legyen ideje lehűlni, miközben a munkadarab megfelelője működik.

A vezeték simasága a csövek sarokkötéseinek helyén speciális sarokadapterek és szerelvények segítségével érhető el. Ebben az esetben fontos előre nagyon pontosan megjelölni a tápcsöveken a sarokdarab testébe való belépés mélységét.
Műanyag csövek csatlakoztatása forrasztás nélkül
A műanyag csöveket nem kell hegeszteni, speciális ragasztóval összeilleszthetők. Az aljzatba behelyezett csőszakasz teljes, korábban zsírtalanított felületére alkalmazzák. Az aljzatban a belső felület is zsírtalanított és ragasztóval van bevonva, de csak 2/3-ig. A jobb tapadás érdekében a ragasztóhézag csövek felületét zsírtalanítás előtt csiszolópapírral kezeljük.
A cső előkészített részét ütközésig behelyezzük a foglalatba, és 90 fokkal elforgatjuk. Ebben a helyzetben a ragasztandó részeket 1-1,5 percig kell tartani, amíg a ragasztó meg nem köt.
A ragasztó néhány óra alatt teljesen megszárad.
A szeptikus tartályhoz vezető műanyag csatornacsövek kompressziós idom segítségével csatlakoztathatók. Ezzel a módszerrel a csövek csatlakoztatásának folyamata a következő szakaszokból áll:
- a cső felső rétegének eltávolítása a szennyeződéstől;
- letörés a végén;
- lazítsa meg a hollandi anyát a szerelvényen és szerelje bele a cső végét;
- az anyát ellenkező helyzetben meghúzva, ebben a pillanatban a csövet érvéghüvellyel szorítják (összenyomják).
A szerelvények rögzítése kézzel vagy villáskulccsal történik. Az alkalmazott erő nem lehet túlzott, különben a csövek szétrepedhetnek.
A kiszélesített módszer rendkívül rugalmas O-gyűrűt használ. A csatlakozás tömítettségét az aljzat falai és a cső sima vége közötti tömítés összenyomásával biztosítjuk.
Nagy átmérőjű műanyag csövek hegesztése
Az 50 mm-nél nagyobb átmérőjű és legalább 4 mm-es falvastagságú csövek csatlakoztatásához a tompaforrasztási technológiát használják, amely 2 szegmens végeinek egyidejű hegesztéséből áll a teljes síkon. Ebben a hegesztési módszerben a legnehezebb az illesztések helyes igazítása és az alkatrészek közötti rés szükséges hosszának biztosítása.

Azok számára, akik tudják, hogyan kell forrasztani a műanyag csöveket, a fűtési rendszer, a hideg vagy meleg vízellátás és egyéb háztartási csővezetékek rendezése nem lesz túl nehéz. Az ilyen rendszerek összeszereléséhez mindenekelőtt megbízható csőcsatlakozásra van szükség, amely meghatározza az összes elvégzett munka minőségét.
Fénykép 1. Forrasztópáka kialakítása műanyag csövekhez.
Különböző típusú műanyagokból történő hegesztésük nem olyan nehéz, mint amilyennek látszik.... A polipropilén, polietilén és egyéb polimer anyagok meglehetősen képlékenyek, nem igényelnek túl bonyolult berendezést, olvadáspontjuk jóval alacsonyabb, mint a vasé, súlyuk viszonylag kicsi, valamint merevségük is. De ismeretekre van szükség az egyes anyagok sajátosságairól, arról, hogy mit kell tenni és milyen sorrendben.
Szükséges eszközök és anyagok
A polipropilén csövek "csináld magad" hegesztése bizonyos szerszámokat és anyagokat igényel. Érdemes röviden felsorolni őket az elején, és kitalálni, hogy mire való. Tehát a csövek hatékony hegesztéséhez szüksége van:

- speciális forrasztópáka vagy fúvókák háztartási forrasztópáka számára;
- egy fúvókakészlet egy ilyen forrasztópáka számára;
- metsző (olló), a csövek egyenletes vágásához;
- műanyag csövek;
- különböző típusú tengelykapcsolók (szerelvények);
- adapterek menetes csatlakozásokhoz;
- borotva;
- trimmer;
- eszközök a műanyag csövek zsírtalanításához.
Hogyan kell helyesen forrasztani a polipropilén csöveket? Ezt a kérdést a kezdő mesterek teszik fel. Az 1. kép azt mutatja, hogy a forrasztópáka kialakítása meglehetősen szokatlan. Műanyag, pontosabban - bizonyos átmérőjű csövek melegítésére tervezték. Hiszen a műanyag csővezetékek szerelése elsősorban az alkatrészek hegesztése. Az ilyen forrasztópáka az acéltermékek összekapcsolására használt hegesztőgép analógja.
A forrasztópáka hegyeit kis vagy nagy átmérőjű csövek és szerelvények kezelésére tervezték. Általában készletként árusítják.
A műanyag csövek vágására szolgáló olló helyett teljesen lehetséges egy közönséges fémfűrész használata. Ekkor azonban meglehetősen nehéz lesz egyenletes, derékszögű vágást elérni, és maga a vágási folyamat túl sok időt vesz igénybe. Még egy speciális készségekkel nem rendelkező személy is egyenesre vágja a csövet metszőollóval.
Minden műanyag csövet szinte azonos technológiával hegesztenek, de vannak eltérések. A PVC, polipropilén, polietilén például eltérő olvadásponttal rendelkezik. Vannak megerősített csövek is, amelyeket hegesztés előtt meg kell tisztítani az erősítő anyagtól.

Kuplungok, vagy szerelvények, összekötő elemek különféle célokra. Például a menetes csatlakozások összekötésére szolgáló szerelvények, úgynevezett amerikaiak, pólók, különböző hajlítási szögű szögek, közönséges tengelykapcsolók stb. Ahogy sejthető, az összekötő elemek belső átmérője megközelítőleg megegyezik a műanyag csövek külső átmérőjével.
A borotva egy olyan eszköz, amely a felül lévő erősítőréteg leborotválására szolgál. Ha ez az erősítőréteg belső, akkor a tisztításához már trimmerre van szükség.
Annak érdekében, hogy a csatlakozás tartósabb legyen, először a forrasztási pontot kell zsírtalanítani. Ehhez olyan készítményeket használnak, amelyek zsírt, etil-alkoholt vagy másokat oldanak.
A leírt szerszámokon kívül szükség lehet egy épületszintre, speciális jelzőkre stb., de szükség lesz rájuk, ha például egy fűtési rendszert valós összeszerelést végeznek.
A polipropilén elemek hegesztésének lépésről lépésre történő leírása
Példaként érdemes leírni a polipropilén csövek összekapcsolásának folyamatát. Ezek a legelterjedtebbek, megerősített és nem megerősített formában szinte minden otthoni csőrendszer elrendezésére használják.
A polipropilén csövek hegesztési technológiája, amint azt fentebb megjegyeztük, a kiindulási anyag viszonylag alacsony olvadáspontján alapul. Valójában ez a polipropilén vagy más műanyag alapvető tulajdonsága, amely meghatározza a csővezetékek telepítésének viszonylag alacsony költségét.
A polipropilénből kiinduló csövek forrasztásakor a következő lépéseket kell megtenni:

- Vágja le a csöveket a kívánt hosszúságra speciális ollóval. Gondosan ellenőrizni kell a vágás minőségét és a cső középvonalához viszonyított szögét.
- Válassza ki a szerelvényeket, figyelembe véve azok célját és átmérőjét.
- Zsírtalanítsa a cső és a szerelvény azon részeit, amelyeket hegeszteni fognak. A csövet felülről, a szerelvényt belülről zsírtalanítani kell.
- Kapcsolja be a forrasztópákát, szerelje fel ilyen átmérőjű fúvókákkal, amelyek a csövek forrasztásához szükségesek. Nem szabad megfeledkezni arról, hogy a forrasztópáka sokáig felmelegszik, így előre be lehet kapcsolni. Üzemi hőmérséklete egy bizonyos tartományon belül van, a beállításhoz van egy szabályozó, amelyet az adott csőtípushoz szükséges pozícióba kell állítani.
- Ha megerősített csöveket hegesztenek, először meg kell tisztítani a csatlakozást az erősítőrétegtől. Ehhez trimmert vagy borotvát használnak, amelyet előre fel kell készíteni.
- Helyezze a csövet a forrasztópáka számára előkészített fúvókába. Helyezze a szerelvényt a fúvókára, mert a belső oldala felmelegszik. A fűtési idő a csövek és szerelvények paramétereitől függ, amelyeket az alábbiakban tárgyalunk.
- A melegítés befejezése után helyezze be a csövet a szerelvénybe, ütközésig nyomja. Gondosan ellenőriznie kell a behelyezési szöget, hogy a csatlakozás ne legyen egyenetlen. Minden csőnek és minden szerelvénynek van egy speciális csíkja domború profil formájában, amely jelzi a hegesztés irányát. Ha az ilyen csíkokat egymással szemben helyezik el a forrasztás során, még egy meglehetősen bonyolult csőrendszer is ugyanabban a síkban lesz.
- A polipropilén csövek hegesztési ideje néhány perc, ezért el kell halasztani, amíg teljesen megkeményednek, utána lehet elkezdeni a falra szerelést.
Amint látja, nem olyan nehéz saját kezűleg elvégezni a hegesztési folyamatot. Valójában azonban egy kicsit gyakorolni kell a bemutatott anyagból szerzett ismeretek valódi alkalmazása előtt. A képzés nem lesz túl drága, mivel a megerősítetlen csövek és szerelvények elég olcsók. A valódi munka hibája pedig ahhoz vezet, hogy elölről kell kezdeni, időt és anyagokat költeni.
Már világos, hogyan kell forrasztani a polipropilén csöveket, eljött az idő, hogy foglalkozzunk néhány folyamatparaméterrel.
A csövek hegesztésekor figyelembe veendő paraméterek

A műanyag csövek típusai: 1 - polietilén, 2 - polipropilén, 3 - fém-műanyag.
Mindegyik műanyag bizonyos hőmérsékleten megolvad, és ezt figyelembe kell venni a hegesztésnél. Ezen kívül vannak olyan fogalmak is, mint az ajánlott üzemi hőmérséklet és a lágyulási hőmérséklet.
Például a polipropilén 175 ° C-ra melegítve megolvad. De ha a hőmérséklet 30 ° C-kal alacsonyabb, az anyag lágyulni kezd, ami visszafordíthatatlan deformációhoz vezet. Ilyen paraméterekkel a polipropilén csövek gyártói 95 ° -ot meg nem haladó üzemi hőmérsékletet javasolnak. Azoknál a csővezetékeknél, amelyeken keresztül például forrásban lévő víz mozog, ezek a csövek nem működnek. Ha azonban alumíniummal vagy más fémmel vannak megerősítve, akkor forró környezetben is használhatók.
A hegesztés, amelyben a polipropilén csövek garantáltan biztonságosan csatlakoznak, csak bizonyos környezeti paraméterek mellett végezhető el. Legalább a helyiségnek, ahol tartják, melegnek kell lennie. Egyetlen gyártó sem javasolja az ilyen jellegű munkát nulla alatti hőmérsékleten. Az ember hidegben végzett munkájának pontossága pedig meglehetősen relatív fogalom.
Következtetés a témában
Fontos szempont a csövek és szerelvények forrasztópáka melegítési ideje.
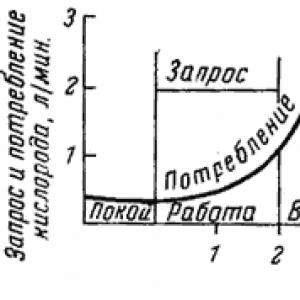
Például, ha a hőmérők 20 ° C-ot rögzítenek a munkahelyen, akkor egy 20 mm átmérőjű, legfeljebb 16 mm-es hegesztett szalagszélességű cső esetén 6 másodpercet kell költeni a fűtésre, 4 másodpercet a fűtésre. kapcsolat és 2 perc, hogy ez a kapcsolat teljesen megszilárduljon.
Az átmérők arányát, a hegesztési hely hosszát és az alapvető műveletekre fordított időt tartalmazó táblázat útmutatóvá kell válnia azok számára, akik különféle típusú csővezetékekhez műanyag csöveket fognak hegeszteni.