Technológia fúrás és fúrás lyukak. Pontos lyukak fúrása
Jó hangulat! Ma tekintjük meg a kérdést - a fúró pontos lyukak fúrása szilárd fémben. A téma meglehetősen egyszerűnek tűnhet, de még mindig vannak olyan szakképzettség, amelyet a speciális könnyedségű lyukak fúrnak.
Fúró lyukak fémben fúróval és speciális eszközökkel.
Otthon gyakran szükség van arra, hogy a fémben lyukakat kell fúrni a rögzítőelemek és más mechanikai részek felszereléséhez. Bár egyes esetekben a szokásos kézi elektromos fúrót használva pontosan száraz lyukakat lehet elérni, hogy magas színvonalú munkát szerezzen, használjon függőlegesen fúrógépet. A gép forgási sebességének megváltoztatásához meg kell adnia a hajtószíjat egy csigaról a másikra.
Fúró kiválasztása.

A használt fúróberendezéstől függetlenül a fúrt lyuk méretét és formáját a használt fúró határozza meg. A hengeres nyílás (néha geometriailag nem teljesen helyes) normálisan spirálfúróval fúrt. Ez a fúró hegyes fémhenger, spirálcsatornával, a fúró tengelye mentén. Puha fémekben, például alumínium és réz, ilyen fúrók gyakran fúrják a lyukakat csatlakozott szélekkel. Az ilyen fémek fúrásához használhat egy fúrógépet egy lapos anyaghoz, amely egy kúp formájában készült, és egy vágóél oldalán van.
A fémben lévő lyukakat mindig nagy sebességű fúrókkal kell fúrni. A legnehezebb acélokból készültek, ezek a fúrók átmérője 0,5 mm és 25 mm között van.
A fúrók és a tervezési jellemzők jelölése.

A fúrók (illetve méretek) címkézésének egyik lehetősége jelzi az átmérőjét milliméterben. Nagyméretű mélyedések meghajtásához lehetővé teszi egy gyűrűs fűrészhenger telepítését a fúró helyett, amely akár 150 mm-es lyukakat is vághat, és maga a fűrész magasságának kétharmada. Különféle fúrót is használhat, amely különbözik a hosszúkás M-alakú vágóél szokásos jelenlététől. Speciális fúrók állnak rendelkezésre a kúpos vagy hengeres mélyedések fúrásához a rögzítőelemek, például csavarok, szegecsek vagy csavarok fúrásához.
Annak érdekében, hogy a pontos geometriai méretek megnyitását adjuk, feltéve, hogy a lyuk átmérője nem haladja meg a 35 mm-t, akkor szkenneléssel kell feldolgozni. Ezt a feldolgozást manuálisan vagy a gépen végezzük. A kézi söpörők egyenes fúrók négy vagy több vágóéllel, amelyek, mivel forognak, fokozatosan kezeljük a lyuk belső felületét. A gépi sweepek függőlegesen fúrógépekbe vannak felszerelve.
Pontos fém fúrás a gépen.

A pontos lyukak fúráskor mindig alkalmaznia kell egy speciális kenési folyadékot, amely csökkenti a súrlódást, és a fúrót üzem közben lehűti. Ezenkívül a feldolgozott termék pontos rögzített telepítéséhez szükséges bilincseket és alelést kell használni. A Curlee helymegjelölés napjait a Kerner kell használni, amellyel a fúróhelyen nincs nagy mélyedés.
A gépen történő fúráskor a lyuk helyzetének meghatározásához két rövid vonalat kell töltenie egy vonalzóval, és a lyuk közepén metszi a derékszögben. A fúró pontozásának megakadályozása érdekében kis mélyedést kell tennie a talált központban.
Határozza meg a szerszám forgási paramétereit.
Határozza meg a forgás sebességét, és telepítse a forgást a sebességen a gépen. A forgássebesség beállításához ki kell nyitnia a burkolat fedelét, és gyengíti az övfeszességet, csavarja ki a fogantyút, rögzítse a motorot a burkolatban. A sebesség megváltoztatásához a motor előre mozog, és az öv átrendeződik egy szíjtárcsából a másikra a márkás jel vagy használati utasítás által meghatározott sebességváltozás szerint. A legkisebb sebesség akkor érhető el, ha az öv a legalacsonyabb helyzetbe kerül - a motor legkisebb szíjtárcsa és az orsó legnagyobb csigaján. Éppen ellenkezőleg, a legnagyobb sebesség akkor érhető el, ha az öv a legmagasabb tárcsákba van szerelve. Ezután meg kell győződnie arról, hogy az öv vízszintes helyzetben van a csigák között, mozgassa a motort eredeti helyzetébe, és húzza meg a hordozót rögzítő fogantyút a burkolatban.
A szerszám és a rögzítés beállítása.
A fúrás indítása előtt a fúró a patronba van felszerelve, és késik. Nem szabad elfelejtenünk az orsó függőleges mozgásának beállításával, csökkentve a fúrót a munkadarab mentén, és mozgassa a dugót a kívánt skálán a dugó mozgatására. Az orsó felemelkedik a magassághoz elegendő magasságra a billet fúró alatt, ebben a helyzetben van rögzítve. A billet úgy mozog, hogy a tervezett lyuk pontosan a fúró alatt van. A fúrás kezdete előtt a billet megbízhatóan rögzítve van.
Ezt követően csökkenteni kell az orsóhüvely zárat és bekapcsolni az unalmas gépet. Nyomja össze a csepp hűtőfolyadék folyadékot egy mélyüléshez, hagyja ki a karfúrót és indítsa el a fúrást. A munkafolyamat során egységes nyomást kell alkalmazni. A kefe a zsetonok és a fűrészpor eltávolítására szolgál. A fúrt lyuk füstjének megjelenése azt jelzi, hogy ellenőrizni kell a fém zsetonok színét. Fehér vagy szalma sárga. A kék szín túlmelegedést jelent. Ebben az esetben meg kell adnod a kenési és hűtőfolyadékot, vagy csökkenteni kell a forgás sebességét. A fúrás vége után lassan engedje el a takarmányfogantyút, és kapcsolja ki a gépet.
Pontos lyukak fúrása Kézi fúró fémben.
Ha nincs szükség pontosságra a függőleges fúrógéppel, akkor hatékony kézi elektródot használhat. Ha azonban ez a fúró nem többsebességű, akkor a fémben lévő lyukak fúrásakor a rövid távú időtartamú rövid távú szekvenciális kattintásokat kell bevinni a kapcsolóval.
A legtöbb esetben a siker kulcsa attól függ, hogy hogyan kell tartani a fúrót. A fúrás megkezdése előtt a munkadarabot alelnökbe szorítják, vagy szorosan szorítják az asztalhoz. Ezután nem a fúrók, a fúró vége a Kerner által alkalmazott pontra van állítva. A kiindulási pont növelése érdekében manuálisan a kazettát többször is elfordíthatja a fúró megnyomásával. A kenési és hűtőfolyadék alkalmazása után a feszültség szerepel. A fúró testét mozdulatlan bal keze tartja, maga a szerszámot jobb kezével nyomja meg, amikor a fúró elkezdi növelni a REV. Ha lehetséges, függőleges négyzet van felemelve a fúró mellett, hogy megkönnyítse a fúró függőleges helyzetbe történő felszerelését. Ez biztosítja a pontos lyukak kényelmesebb fúrását.
Ha a fúró nem tud mélyedni a fém üregének felületére, akkor a második, nagyobb, a kívánt ponton a Kerner segítségével alkalmazható.
Biztonság a kézi fúróval való együttműködésben.
A fúrókkal való munka során lehetetlen figyelmen kívül hagyni a szabályokat. A balesetek kockázatának megakadályozása a fémtermékek fúrása során szigorúan követni kell a következő utasításokat:
- tilos a termék fúrására, amelyet csak kézzel tartanak;
- tilos a laza hosszú hajú vagy nem rögzített szabad ruhákban, valamint a kesztyűben dolgozni, mert veszélyt jelent a fúróval ellátott anyagkesztyűk rögzítésére;
- nem szabad elhanyagolni a védőszemüveget;
- a gép bekapcsolása előtt győződjön meg róla, hogy a patronban lévő fúró húzódott, és a kulcs eltávolításra kerül.
Talán ez befejeződik. A pontos lyukak fúrása a fémben nem csak otthoni használatra, hanem gyártási feladatok elvégzésére is hasznos.
FIGYELEM! Emlékeztetem Önt, hogy vendégek a blogomhoz. Ha szeretné közzétenni a cikkeket a webhelyemen, írjon nekem a visszajelzési űrlapon keresztül!
Eddig! Írja be észrevételeit, és ossza meg a cikket a közösségi hálózatokon keresztül az alábbi gombok megnyomásával.
Andrei veled volt!
A fémfeldolgozást nemcsak ipari körülmények között állítják elő. Amikor javítási munkát végez az autóban, az óvodai struktúrák gyártása, vagy az otthoni javítás elvégzése, a fémek fúrása szükséges. Otthon a leggyakrabban alkalmazzák a kézi fúrót.
Ez az univerzális eszköz bizonyos készségeket igényel szilárd termékekkel. Vásárolhatsz, vagy önálló gépet készíthet a fúrások fúrására a fémben, de ez nem olcsó öröm.
A fúró lyukak technológiái a fémben a vékony anyagréteg eltávolítása a szimultán transzlációs és rotációs mozgás miatt.
A kiváló minőségű és biztonságos (eszköz) feldolgozás fő feltétele a patron tengelyének rögzített helyzetben tartása. A gép segítségével könnyű fenntartani az egyenességet, amelyet nem mondhatsz, ha egy kézi eszközzel dolgozol.
Ha nem biztos benne, hogy a kezek keménysége van (ez egy normál helyzet egy rendes személy számára), mechanikus asszisztensek szükségesek a fúráshoz egy derékszögben.
Azonnal indul el, hogy további vezetők csak akkor szükségesek, ha a fém vastagsága meghaladja a fúró átmérőjét.
Ha egy lyukat egy vékony acéllemezen készítesz, az egyenesség nem számít.
A kézi elektromos fúróknak számos fajtája van. A mechanikus meghajtóeszközök rosszul alkalmasak fémekkel való munkavégzésre, különösen akkor, ha a pontosságra vonatkozik. 
- A fúrás vezetője. Lakás formájában van kialakítva, kényelmes megtartáshoz, belsejében, amelyek a különböző átmérőjű fúrókra kerülnek.
- Fúró útmutató (kézi). A referencia-eszköz, amelyben a szerszám a nyakra van rögzítve
- Rack a fúróhoz (álló padló). Valójában a fúrógép olcsó alternatívája.

A perselyek anyaga keményebb eszköz, így a lyukak nem viselnek. A vezetőt pontosan az állítólagos lyuk közepén helyezésével nem kell aggódnia, hogy a fúró "vezet" a megadott irányból.
Ez az eszköz különösen akkor hasznos, ha kis átmérőjű csövekben fúrás merőleges lyukak fúrása, amikor a csúcs arra törekszik, hogy a hengeres felületről csúszik. 

A talp a munkadarabra kerül, miközben a fogantyú második kezét tartja. A fúró szigorúan függőlegesen mozog, megakadályozza a bontást és a fúrót hígítva.
A kialakításnak van egy szögletes tartója egy kis átmérőjű csövekhez, ami a készülék sokoldalúbbá teszi.
Ha rotációs mechanizmus van, akkor egy eszközt is kapsz a lyukak fúrásához. 
Igaz, a fém nem fog ilyen módon fúrni, az oldalsó terhelések gyorsan megtörik a fúrógépet.
A fémfeldolgozás számos kellően összetett műveletre vonatkozik. Fúrás szükséges lehet, ha a helyiségek vagy saját autója javítása, valamint az országos terület különböző struktúráinak gyártása. Mint bármely más lyuk esetében, szükség van egy kézi fúróra, amely kiegészíthető különböző eszközökkel. Bár a fúró egy nagyon népszerű és népszerű eszköz, amely szinte minden otthon létezik, jelentős tapasztalattal kell rendelkeznie a fémfeldolgozás szempontjából. A cikkünkben a fém, a fúrók és a munkaerő-intenzív folyamat fúrásáról beszélünk.
Eszközök és fúrók - amire szükségünk van a fúrásra
A lyukak fúrása a fémben egy speciális technológia, amely egy bizonyos anyagréteg eltávolításában rejlik a fúró egyidejű forgó és transzlációs mozgásának köszönhetően. A fúrót egy pozícióban kell rögzíteni, hogy a fúró nem mozog a munka során. Ez a munka fő és biztonságos teljesítményének fő feltétele. A fúró tengelyéhez lehet használni az egyik eszköz egyikét, amelyet az alábbiakban tárgyalunk.
A fémekkel való munkavégzésre a következő eszközökre van szükségünk:
- Kézi vagy elektromos fúró
- Spirálfúró
- Egy kalapács
- Kimerítő
- Védőszemüvegek és kesztyűk
Lehetetlen lesz a tervezett esemény sikere elérni a megfelelő fúró nélkül. Ennek az elemnek a kiválasztása nagyon fontos pont, mivel a különböző fúrókat a fém tulajdonságaiból, valamint a jövőben lévő lyuk átmérőjét választják ki. A tekercseket általában nagysebességű acélból állítják elő. A leggyakoribb az R6M5 acél márkából készült termékek. Bizonyos esetekben a kobalt adalékanyagokat használják, amelyek hozzájárulnak a fúró tartósságának és kopásállóságának növekedéséhez. Ebben az esetben a C limit az áru jelölésében jelenik meg. A nagyon szilárd fémek esetében a csúcson feltüntetett fúrók használhatók, ami biztosítja az anyagfúrás szükséges szintjét.
Tudnia kell, hogy nem minden fúró tud megtenni azokat a lyukakat, amelyekre szüksége van. Így a gyártó általában releváns információkat jelez a használati útmutatóban. Például fúrjon egy lyukat a fúró nagy átmérőjének, amelynek teljesítménye 700 W, nem fog működni. Végtére is, ezt a berendezést úgy tervezték, hogy az átmérőben 13 mm-es maximális méretű lyukat hozzon létre.
A fúrók rögzítése - Hogyan lehet megkönnyíteni az életedet
A fémfúrás sok emberben nehézséget okoz, még a tapasztalt mesterek is. Az egyik oka a folyamat fizikai összetettsége. Végtére is, hosszú ideig szükséges ahhoz, hogy a nehéz fúrót egy megfelelő szögben tartsuk egyértelműen rögzített helyzetben. Mindazonáltal mindig további eszközöket használhat az egész folyamat megkönnyítésére.

Az építőipari áruházakban a következő mechanizmusokat lehet megvásárolni a fémtermékek merőleges fúrási lyukakhoz:
- 1. Vezetők fúráshoz
- 2. Útmutatók egy fúróhoz
- 3. A fúró állványok
A vezetők nagymértékben népszerűek, segítséget nyújtanak a szakembereknek a termékek lyukaként. Maga a mechanizmus egyfajta box, kényelmes a megtartáshoz, amelyben a vezetőhüvelyek találhatók. Alkalmas különböző átmérőjű fúrókkal való munkavégzéshez. Az ujokat nagyon szilárd fémfajtákból, sokkal szilárdabban végzik, mint maga a fúró. Ezért nem érdemes aggódni, hogy ha egy fúróval dolgozik, megsérülnek.
Csak a vezetőt kell elhelyeznie a jövő lyuk helyén, előre jelezve a Kernerrel, majd kapcsolja be a fúróval. A fúró szilárdan rögzíthető a bushings, így nem hagyja el a megadott irányt. A hengeres alak fúrása során különösen hasznos vezetéket vesz figyelembe, például csövekből, mivel a fúró hegye folyamatosan pontozódik a cső kör alakú.
Ön is megvásárolhatja az útmutatókat a kézi fúrókhoz - ez egy hasznos referencia mechanizmus, ahol a fúró a nyakhoz rögzíthető a működtetés során. A szabad kéz talpát a billetre telepítik. Ezzel a pozícióval a szerszám kizárólag függőlegesen mozog, a legkisebb eltérések vagy desztillációk nélkül.
A mai napig egy szögletes tartóval felszerelt univerzális terveket állítanak elő. Ennek köszönhetően a lyukak fúrása még egy szögben is fúrhat. Igaz, a fém, a szögben fúrt, az útmutatók segítségével nagyon nehéz, mivel az oldalsó túlterhelések majdnem azonnal megszakítják a fúrót. Ezért szükség van egy keményfémtermék megvásárlására.
Egy másik eszköz, amely leegyszerűsíti a lyukak gyártásának folyamatát álló állványnak. Lényegében ez a berendezés kissé egyszerűsített fúrógép, azonban kisebb funkcionalitással, de szintén jelentősen kevesebb. A fúró a rúdon keresztül mozog a karral. A munkadarab rögzítéséhez a bilincseket használják vagy alelnökök. A fúrás minőségének megfelelően ez a készülék nagyságrenddel magasabb, mint az egyik versenytársa. Azonban az ár is magasabb a vezetők vagy az útmutatókhoz képest.
Mély lyukak - mi a jellemzője
A fémtermékekben lévő fúrás fúrásának folyamata jelentősen eltér a munkadarab vastagságától függően. A mély lyukak sokkal bonyolultabbak a szokásoshoz képest. Az ilyen esetekre vonatkozó szakértők alkalmazzák az esztergagépeket, és pontosan üres, és nem a fúró a gépen. Fontos pont a hulladék és a zsetonok eltávolítása a részből, valamint hűti a fúró.

Természetesen otthon, használja az eszterga nem valószínű, hogy működik. Az egyetlen út a fúróvezeték megszerzése, amelyet fent leírtak. A fúró hossza nagy jelentőséggel bír, mivel a fúró csak kétharmadával lehet lyukakat venni. Tehát hosszú fúrót kell vásárolnia, de elég erős, ami nem fog megtörni a hatalmas túlterhelések hatása alatt.
Útmutatók hiányában megpróbálhatja fúrni és anélkül, ha magabiztos vagy a képességeiben. Azonban a fúrási szög szigorúan tilos, mert teljesen elronthatja mind a fúró- és betakarítást.
A hűtésről és a csatornákról a zsetonokról is felejtsd el semmilyen esetben. A legegyszerűbb módja a szappanos víz használata, amelyben a fúró hegyét előre kell tervezni. Egyes szakértők azt javasolják, hogy megtévesszük a fúrót növényi olajjal vagy sertésszalaggal. Ez jelentősen csökkenti a termék súrlódását a fémről, és ennek eredményeképpen a leginkább pozitív módon befolyásolja a fúró hűtését.
Ha beszélünk a zsetonok kitermeléséről, akkor rendszeres gyakorisággal kell foglalkozni, rendszeresen eltávolítani a hulladékot a fúrásból. A munkadarab megfordításának legegyszerűbb módja, hogy a zsetonok a gravitáció hatása alatt álljanak, felszabadították a lyukat. Ha a termék nagyon nehéz, akkor vannak tüzelőeszközök, beleértve a horgokat vagy mágneseket is. Ellenkező esetben a chip képes eltömődni a fúróban rendelkezésre álló hornyok eldobását, amely tovább vezet a forgási blokkoláshoz, valamint a fúró töréshez.
Nagy átmérőjű lyukak - a legösszetettebb működés
Fúrjon egy nagy lyukat a fémben még nehezebb, mint nagy mélységű lyukat. Számos megközelítés létezik: egy kúpos fúró, hogy egy nagy átmérőjű lyukat készítsen néhány megközelítésben, vagy speciális koronát használjon. A kúpos fúrók költsége nagyon nagy, míg a hatékonyság alacsonyabb, mint a koronaé.
Ez az oka annak, hogy a szakértők azzal érvelnek, hogy a korona segítségével jobban illeszkednek a fém fúrásához. A központi részben van egy fúró, míg a széleken van egy vágófelület, akut élesített fogakkal. A fúrónak köszönhetően a korona ugyanabban a helyzetben van rögzítve, és nem mozog a működés során. A fúrást a fúró alacsony fordulatán végzik, és mindent nagyon óvatosan és óvatosan kell elvégezni, hogy ne károsítsa a koronát.
A fémben lévő lyukak fúrásánál végzett munka a fém lyukak és tulajdonságainak függvényében egy másik eszközzel és különböző technikákkal végezhető el.
A fúrási módszerekről, eszközökről, valamint a biztonsági technikákról, amikor ezeket a munkákat elvégeznénk, meg akarjuk mondani.A fúrás a lyukak a fém lehet szükség, ha javítási rendszerek, háztartási gépek, autó, ami szerkezetek lemez és profil acél, alumínium és réz tervezése kézműves gyártásához táblák rádió berendezés és sok más esetben. Fontos megérteni, hogy mely szerszámra van szükség minden olyan típushoz, hogy a lyukak a kívánt átmérő és szigorúan tervezett helyen legyenek, és milyen biztonsági intézkedéseket fognak segíteni a sérülések elkerülésében.
Eszközök, szerszámok, fúrók
A fúrás fő eszközei kézi és elektromos fúrók, valamint lehetőség szerint fúrógépek. Ezeknek a mechanizmusoknak a munkaterülete fúró - más formában lehet.
Megkülönböztetni a fúrókat:
- spirál (leggyakoribb);
- csavar;
- koronák;
- kúpos;
- pern stb.
A termelés hengerelt, különböző formaterveket normalizálják számos gtale. A Ø 2 mm-re a Ø 2 mm-re vannak címkézve, Ø 3 mm-re - a száron, a keresztmetszet és az acél minőségű, nagyméretűek tartalmazhatnak további információkat. Ha egy bizonyos átmérőjű lyukat kapunk, akkor több tizedik milliméterre kell vinni. Minél jobb a fúró éles, annál kisebb a különbség ezek az átmérők között.

A tekercsek nemcsak átmérőjűek, hanem hossza is - rövid, kiterjesztett és hosszú. Fontos információk a termesztett fém keménységének korlátozása. A szárított szár hengeres lehet, és kúpos, amelyet a fúrópatron vagy az átmeneti hüvely kiválasztásakor szem előtt kell tartani.
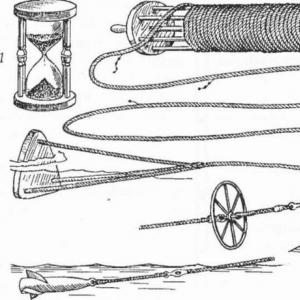
 1. Fúrjon hengeres szárral. 2. Fúrjon egy kúpos szárral. 3. Fúrjon a szálakapcsolókkal. 4. Központ fúró. 5. Fúrjon két átmérőjű. 6. Centering fúró. 7. Kúpos fúró. 8. Kúpos többlépcsőfúró
1. Fúrjon hengeres szárral. 2. Fúrjon egy kúpos szárral. 3. Fúrjon a szálakapcsolókkal. 4. Központ fúró. 5. Fúrjon két átmérőjű. 6. Centering fúró. 7. Kúpos fúró. 8. Kúpos többlépcsőfúró
Egyes munkák és anyagok különleges élesítést igényelnek. A szigorúan a feldolgozott fém, az élesebb a szélét meg kell erősíteni. Vékony fém esetében a szokásos spirálfúró nem feltétlenül felmerül, szükség van egy speciális élesítésre. A különböző típusú gördülő és feldolgozott fémek (vastagság, keménység, lyuk típus) részletes ajánlásai meglehetősen kiterjedtek, és nem fogjuk figyelembe venni őket ebben a cikkben.
 Különböző fúró élesítés. 1. A merev acélhoz. 2. Rozsdamentes acélhoz. 3. A réz és a rézötvözetek esetében. 4. Alumínium és alumíniumötvözetek esetében. 5. Az öntöttvas. 6. Bakelit.
Különböző fúró élesítés. 1. A merev acélhoz. 2. Rozsdamentes acélhoz. 3. A réz és a rézötvözetek esetében. 4. Alumínium és alumíniumötvözetek esetében. 5. Az öntöttvas. 6. Bakelit.
 1. Szabványos élesítés. 2. Ingyenes élesítés. 3. Hígított élesítés. 4. Nagy élesítés. 5. külön élezés
1. Szabványos élesítés. 2. Ingyenes élesítés. 3. Hígított élesítés. 4. Nagy élesítés. 5. külön élezés
A fúrás, az alelnök, a leállók, a vezetékek, a sarkok, a csavarok és egyéb eszközök rögzítéséhez használják. Ez nem csak biztonsági követelmény, akkor valójában kényelmesebb, és a lyukak jobbak.
A zsugorok eltávolítása és a csatorna felületének feldolgozása érdekében használja a hengeres vagy kúpos alakot, és a fúrás alatti pont és a "nem ugrott" fúró - a kalapács és a kerner.
Tipp! A legjobb duzzadókat még mindig a Szovjetunióban kell kiadni - a goometria és a fém összetétele szerint. Jó és német RUKO titán permetezéssel, valamint a Bosch - ellenőrzött minőségből hengerelt. A HAISSER termékekről szóló jó termékek erősek, általában nagy átmérőjűek. A méltóság megmutatta magukat a bölény, különösen a kobalt sorozat.
Fúrási módok
Nagyon fontos, hogy biztonságosan javítsa és küldje el a fúrógépet, valamint válassza ki a vágási módot.
Amikor végző lyukak a fém fúrás, fontos tényező a száma fúró sebesség és előtoló erő csatolt a fúró, Rendezte saját tengelye, biztosítva a fúró toleranciát egy fordulattal (mm / O). Különböző fémekkel és duzzadással dolgozik, különböző vágási módok ajánlottak, és a keményebb feldolgozott fém és annál nagyobb a fúró átmérője, annál kisebb az ajánlott vágási sebesség. A helyes üzemmód jelző gyönyörű, hosszú zseton.

Használja ki a táblázatok kihasználását a megfelelő üzemmód kiválasztásához, és ne rögzítse a fúrót.
| Feed s 0, mm / körülbelül | A D, MM átmérője | |||||||||
| 2,5 | 4 | 6 | 8 | 10 | 12 | 146 | 20 | 25 | 32 | |
| V, m / perc vágási sebesség | ||||||||||
| Acél fúrásakor | ||||||||||
| 0,06 | 17 | 22 | 26 | 30 | 33 | 42 | - | - | - | - |
| 0,10 | - | 17 | 20 | 23 | 26 | 28 | 32 | 38 | 40 | 44 |
| 0,15 | - | - | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 35 |
| 0,20 | - | - | 15 | 17 | 18 | 20 | 23 | 25 | 27 | 30 |
| 0,30 | - | - | - | 14 | 16 | 17 | 19 | 21 | 23 | 25 |
| 0,40 | - | - | - | - | - | 14 | 16 | 18 | 19 | 21 |
| 0,60 | - | - | - | - | - | - | - | 14 | 15 | 11 |
| Az öntöttvas fúrásakor | ||||||||||
| 0,06 | 18 | 22 | 25 | 27 | 29 | 30 | 32 | 33 | 34 | 35 |
| 0,10 | - | 18 | 20 | 22 | 23 | 24 | 26 | 27 | 28 | 30 |
| 0,15 | - | 15 | 17 | 18 | 19 | 20 | 22 | 23 | 25 | 26 |
| 0,20 | - | - | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 0,30 | - | - | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 19 |
| 0,40 | - | - | - | - | 14 | 14 | 15 | 16 | 16 | 17 |
| 0,60 | - | - | - | - | - | - | 13 | 14 | 15 | 15 |
| 0,80 | - | - | - | - | - | - | - | - | - | 13 |
| Alumíniumötvözetek fúrásakor | ||||||||||
| 0,06 | 75 | - | - | - | - | - | - | - | - | - |
| 0,10 | 53 | 70 | 81 | 92 | 100 | - | - | - | - | - |
| 0,15 | 39 | 53 | 62 | 69 | 75 | 81 | 90 | - | - | - |
| 0,20 | - | 43 | 50 | 56 | 62 | 67 | 74 | 82 | – | – |
| 0,30 | - | - | 42 | 48 | 52 | 56 | 62 | 68 | 75 | - |
| 0,40 | - | - | - | 40 | 45 | 48 | 53 | 59 | 64 | 69 |
| 0,60 | - | - | - | - | 37 | 39 | 44 | 48 | 52 | 56 |
| 0,80 | - | - | - | - | - | - | 38 | 42 | 46 | 54 |
| 1,00 | - | - | - | - | - | - | - | - | - | 42 |
2. táblázat: Korrekciós tényezők
3. táblázat A fúró és fúró szén-i acél különböző átmérőjével fordul elő és takarmány
Lyukak típusai a fúrásukban és módszereiben
Lyukak típusai:
- süket;
- keresztirányú;
- fele (hiányos);
- mély;
- nagy átmérő;
- belső szálakhoz.
A menetes lyukak megkövetelik az átmérőinek meghatározását a 16093-2004-es Toleranciákkal. A széleskörű hardverhez a számítás az 5. táblázatban látható.
5. táblázat: A metrikus és hüvelyk szálak aránya, valamint a lyuk méretének kiválasztása a telepítéshez
| Metrikus faragás | Inch szál | Csővezeték | |||||||
| Átmérője | Menet lépés, mm | Menetmérő | Átmérője | Menet lépés, mm | Menetmérő | Átmérője | Menetmérő | ||
| min. | max. | min. | max. | ||||||
| M1. | 0,25 | 0,75 | 0,8 | 3/16 | 1,058 | 3,6 | 3,7 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1,15 | 1/4 | 1,270 | 5,0 | 5,1 | 1/4 | 11,7 |
| M1,7 | 0,35 | 1,3 | 1,4 | 5/16 | 1,411 | 6,4 | 6,5 | 3/8 | 15,2 |
| M2. | 0,4 | 1,5 | 1,6 | 3/8 | 1,588 | 7,7 | 7,9 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,1 | 2,2 | 7/16 | 1,814 | 9,1 | 9,25 | 3/4 | 24,3 |
| M3. | 0,5 | 2,4 | 2,5 | 1/2 | 2,117 | 10,25 | 10,5 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 2,9 | 9/16 | 2,117 | 11,75 | 12,0 | - | - |
| M4. | 0,7 | 3,2 | 3,4 | 5/8 | 2,309 | 13,25 | 13,5 | 11/4 | 39,2 |
| M5 | 0,8 | 4,1 | 4,2 | 3/4 | 2,540 | 16,25 | 16,5 | 13/8 | 41,6 |
| M6 | 1,0 | 4,8 | 5,0 | 7/8 | 2,822 | 19,00 | 19,25 | 11/2 | 45,1 |
| M8. | 1,25 | 6,5 | 6,7 | 1 | 3,175 | 21,75 | 22,0 | - | - |
| M10. | 1,5 | 8,2 | 8,4 | 11/8 | 3,629 | 24,5 | 24,75 | - | - |
| M12. | 1,75 | 9,9 | 10,0 | 11/4 | 3,629 | 27,5 | 27,75 | - | - |
| M14 | 2,0 | 11,5 | 11,75 | 13/8 | 4,233 | 30,5 | 30,5 | - | - |
| M16 | 2,0 | 13,5 | 13,75 | - | - | - | - | - | - |
| M18 | 2,5 | 15,0 | 15,25 | 11/2 | 4,333 | 33,0 | 33,5 | - | - |
| M20 | 2,5 | 17,0 | 17,25 | 15/8 | 6,080 | 35,0 | 35,5 | - | - |
| M22. | 2,6 | 19,0 | 19,25 | 13/4 | 5,080 | 33,5 | 39,0 | - | - |
| M24 | 3,0 | 20,5 | 20,75 | 17/8 | 5,644 | 41,0 | 41,5 | - | - |
Lyukakon keresztül
A lyukakon keresztül teljes mértékben áthatja a munkadarabot, és egy átjárót alkot. A különlegessége a folyamat, hogy védi a felületet a munkapad vagy munkalapok a kiadás a fúró túl a munkadarab, ami károsíthatja mind a fúró is, valamint az ellátási tuskó „Busken” - Garta. Ennek elkerülése érdekében a következő módszereket használják:
- használjon munkapadot lyukkal;
- tegye alá egy részét egy darab fa vagy "szendvics" - fa + fém + fa;
- tegye alá a fém rúd alá egy lyukat a fúró szabad áthaladásához;
- csökkentse az adagolási arányt az utolsó szakaszban.
Az utolsó módszer szükséges, ha a "helyen" lyukak vezetésére van szükség, hogy ne károsítsa a felületeket vagy az alkatrészeket.

A vékony fémfém lyukakat perovy rúddal vágják, mert a spirálfúró fáj a munkadarab szélét.
Süket lyuk
Az ilyen lyukakat bizonyos mélységen végezzük, és nem áthatja a munkadarabot. A mélységet kétféleképpen mérheti:
- a fúró hossza korlátozása a hüvelyben;
- korlátozza a fúró hosszát egy patronral, állítható fókuszban;
- a gépen rögzített vonalzó használata;
- módszerek kombinációja.
Egyes gépek automatikus adagolási rendszerrel vannak felszerelve előre meghatározott mélységgel, majd a mechanizmus leáll. A fúrás folyamatában előfordulhat, hogy többször kell megállnia a zseton eltávolításához.

Összetett alakú lyukak
A munkadarab szélén található lyukak a szélek összekapcsolásával és két üres vagy ürettel és tömítéssel és tömítéssel történő lenyomásával hajthatók végre. A tömítést ugyanolyan anyagból kell készíteni, mint a feldolgozás munkadarab, különben a fúró "elhagyja" a legkisebb ellenállás irányába.
A sarokba (profilfém) átmenő lyukat a munkadarab rögzítésével végezzük, és egy fából készült tömítéssel.

Nehéz a hengeres billet tangens általi fúrásának elvégzésére. A folyamat két műveletre oszlik: a webhely merőleges megnyitása (marás, Zenkovka) és a tényleges fúrás. A fúró a lyukakat a felületek elhelyezkedő szögben is kezdve a készítmény a helyén, ami után a fából készült tömítés van behelyezve a síkok közötti, amely egy háromszög, és fúrt a lyukat a szöget.
Az üreges részek fúrtak a cső üregének kitöltésével a fából.
A lyukakat két technikával kapjuk meg:
- Legénység. A lyukat a legkisebb átmérőjű fúró teljes mélységére fúrták, majd a hűtő előre meghatározott mélységére fúrták, az átmérőjűek kisebb mértékben. A módszer előnye egy jól központú lyuk.
- Csökkentse az átmérőt. A maximális átmérőjű lyuk az előre meghatározott mélységben fúrt, majd a görgő az átmérőjű szekvenciális csökkenést és a lyuk mélyedését változik. Ebben az esetben a módszer könnyebben ellenőrizheti az egyes szakaszok mélységét.
 1. A lyuk kifejlesztése. 2. Átmérő csökkentése
1. A lyuk kifejlesztése. 2. Átmérő csökkentése
Nagy átmérőjű lyukak, gyűrűfúró
Nagyméretű, átmérőjű lyukak megszerzése masszív üres lapokban, akár 5-6 mm vastagságú, az eset időigényes és költség. Viszonylag kis átmérők - akár 30 mm (legfeljebb 40 mm) kúpok segítségével, és jobb lépéskúpos megduzzad. Nagyobb átmérőjű lyukak (legfeljebb 100 mm), üreges bimetál koronák vagy koronák karbid fogakkal, központosító fúróval. És a mesterek hagyományosan ebben az esetben javasolta a Bosch-t, különösen egy szilárd fémre, például acélra.

Az ilyen gyűrű alakú fúrás kevésbé energiabóló, de költségesebb lehet pénzileg. A görgő mellett a fúró ereje és a legalacsonyabb fordulatokon való munkaképessége. Sőt, a vastagsága a fém, annál erősebb a lyukat a gép akar, és egy nagy lyukak száma és a lap vastagsága több mint 12 mm, akkor jobb, ha azonnal keresni egy ilyen lehetőséget.
A vékony-lemez tuskó, egy nagy átmérőjű lyuk alkalmazásával kapott keskeny szemcséjű koronák vagy vágóeszköz, rögzítve a „bolgár”, de a szélei az utóbbi esetben elhagyják a legjobb.
Mély lyukak, hűtőfolyadék
Néha mély lyukat kell végrehajtania. Elméletileg egy lyuk, amelynek hossza ötszörös átmérője. A gyakorlatban mélyen úgynevezett fúrás, amely kényszerített periódusos eltávolítását igényli, és a hűtőfolyadék (kenő- és hűtőfolyadékok) használatát igényli.

A hűtőfolyadék-fúrás elsősorban a fúró és a bilettek hőmérsékletének csökkentésére van szükség, amelyeket súrlódással melegítenek. Ezért, amikor a rézben lévő lyukakat kapjuk, amely magas hővezető képességgel rendelkezik, és maga is képes eltávolítani a hőt, a hűtőfolyadékot nem lehet alkalmazni. Az öntöttvas (a nagy szilárdság kivételével) viszonylag könnyen és kenésre vonatkozik.
Ipari olajok, szintetikus emulziók, emulszolok és néhány szénhidrogének alkalmazhatók a termelés során. A hazai workshopokban használható:
- műszaki vazelin, ricinusolaj - puha acélokhoz;
- gazdasági szappan - D16T típusú alumíniumötvözetek esetében;
- kerozin keverék ricinusolajjal - durráum esetében;
- szappanvíz - alumínium esetében;
- skipidar, alkohollal hígítva - a selyemhöz.
Az univerzális hűtött folyadék önállóan előállítható. Ehhez 200 g szappant fel kell oldani egy vödörben, adjunk hozzá 5 kanálgép olajat, használhatók, és forraljuk fel az oldatot, amíg szappanos homogén emulziót kapunk. Néhány varázsló a súrlódás csökkentése érdekében sertéshús-zsírt használjon.
| Feldolgozott anyag | Kenési és hűtőfolyadék |
| Acél: | |
| karbonisztikai | Emulzió. Fűtött olaj |
| szerkezeti | Gabonaolaj kerozinnal |
| hangszeres | Vegyes olajok |
| Ötvözött | Vegyes olajok |
| Öntöttvas puffadt | 3-5% emulzió |
| Öntöttvas öntött | Hűtés nélkül. 3-5% emulzió. Kerozin |
| Bronz | Hűtés nélkül. Vegyes olajok |
| Cink | Emulzió |
| Sárgaréz | Hűtés nélkül. 3-5% emulzió |
| Réz | Emulzió. Vegyes olajok |
| Nikkel | Emulzió |
| Alumínium és ötvözete | Hűtés nélkül. Emulzió. Vegyes olajok. Kerozin |
| Rozsdamentes, hőálló ötvözetek | A szárítóolaj 50% -a, 30% -os kerozin, 20% -os olajsav (vagy 80% -os szulfofrezol és 20% olajsav) 50% -a keveréke |
| Rost, viniplast, plexilass és így tovább | 3-5% emulzió |
| Textolit, GetAlaks | Csiszolás sűrített levegővel |
Mély lyukak végezhető szilárd és gyűrű alakú fúrás, és az utóbbi esetben, a központi rúd által alkotott forgása a korona nem teljesen, és a részek, gyengíti azt további furatokkal a kis átmérőjű.
A szilárd fúrást egy jól rögzített billetben végezzük spirálfúróval, amelynek csatornáiban vannak ellátva. Rendszeresen, a fúró forgásának megszakítása nélkül, szükség van rá, és tisztítsa meg az üreget a zsetonokból. A spirálfúró munkáját szakaszokban végezzük: Először egy rövid és csavarja a lyukat, ami aztán a megfelelő méretű fúró. A nyílás jelentős mélységével kívánatos vezetőképernyős hüvelyek használata.

A mély lyukak rendszeres törlésével ajánlani egy speciális gép vásárlását automatikus hűtőfolyadék-takarmányozással a fúró és a pontos központok számára.
Fúrás a jelölés, sablon és karmester
Lyukakat lehet fúrni, ha beállíthatja vagy anélkül - sablont vagy karmestőt használ.
A jelölést Kerner végzi. A kalapács hatását tervezik a fúró csempe számára. Nemzetgyártás is, megjelölheti a helyet, de a lyuknak is úgy kell lennie, hogy a csúcs ne mozogjon a tervezett pontból. A munkát két szakaszban végzik: előfúrás, a nyílás vezérlése, végső fúrás. Ha a tervezett középpontból "balra" fúró, egy keskeny véső a hornyokból (hornyokból) készült, a szélét egy meghatározott helyre küldi.

A hengeres billet középpontjának meghatározásához 90 ° alatt hajlított négyzetdarabot használjon úgy, hogy az egyik váll magassága megközelítőleg egy sugarú. A munkadarab különböző oldalaiból álló sarok alkalmazása, csúsztassa a szélét. Ennek eredményeképpen van egy terület a központ körül. Találhatja meg a központot a tétel által - két akkordtól merőleges metszéspont.
A sablon szükséges, ha több lyukú egységes alkatrészeket végez. Kényelmes lehet használni egy vékony levél üres csomagok, csatlakoztatott bilincsek. Tehát ugyanakkor kaphat néhány fúrt üretet. A sablon helyett néha a rajzot vagy a rendszert használják például a rádióberendezés alkatrészeinek gyártásában.

A karmester akkor használja, ha a lyukak közötti távolságok és a csatorna szigorú tapasztalatának pontossága nagyon fontos. A mély lyukak fúrásakor vagy vékonyfalú csövek esetén, a vezető mellett a vezetők is használhatók, rögzítve a fúró helyzetét a fémfelülethez képest.
Az elektromos kéziszerszámokkal való munkavégzés során fontos megjegyezni, hogy egy személy biztonságának és idő előtti védelme a készülék korai kopása és a lehetséges házasság. Ebben a tekintetben néhány hasznos tippet gyűjtöttünk:
- A munka előtt ellenőriznie kell az összes elem mellékleteit.
- Ruházat, amikor egy gépen vagy elektromos fúróval dolgozhat, nem lehet olyan elemekkel, amelyek képesek a forgó részek bevitelére. A zsetonok szemei \u200b\u200bvédik a szemüveget.
- A fúró, amikor a fémfelület közeledik, el kell forgatni, különben gyorsan kitölti.
- Szükséges eltávolítani a fúrót a lyukról anélkül, hogy kikapcsolná a fúróat, ha lehetséges, csökkenti a forgalmat.
- Ha a fúró nem mélyül a fémbe, akkor azt jelenti, hogy a keménysége alacsonyabb, mint a munkadarabé. Az acél keménységének megnövekedett keménysége kimutatta, hogy egy fájlt tartalmazó mintát töltötte - A nyomok hiánya megnövekedett keménységet jelez. Ebben az esetben a fúrót szilárd ötvözetből kell választani adalékokkal és alacsony fordulatszámú, kis takarmányokkal.
- Ha a kis átmérőjű fúró rosszul van rögzítve a patronban, tekerje a szárát több sárgaréz huzal, növelve az átmérőjű átmérőt.
- Ha a felület a munkadarab polírozott viselni a nemez alátétet a fúró biztosítani kell, hogy nem alkalmazzák a karcolások akkor is, ha a kapcsolatot a fúró védőszentje. A polírozott vagy krómozott acélból készült billenők rögzítése során használjon töméseket szövetből vagy bőrből.
- A mély lyukak gyártása során egy téglalap alakú hab műanyag, a fúróra ültetett, méteres és egyidejűleg szolgálhat, forgatva, felrobbant egy kis zsetonnal.
A fémfúrás az egyik leggyakoribb vízvezeték-művelet. Összecsukható és nem szándékos vegyületek - szegecs, csavar, csavarozott, spiest - lyukakat igényelnek. Fúró fúrásához elegendő egy fúró, a megfelelő átmérő és a Kerner fúrója egy kalapáccsal a nyitójelhez.
A fúrók kiválasztása
Ha a lyukak a fém van fúrva a menet alatti, akkor szerint a GOST 24705-81, a leggyakrabban használt menetnagyságokat (szabványos fő lépésből): M4, M5, M6, M8, M10 és M12 - az átmérője a a fúró megegyezik a 3.3-mal; 4.2; öt; 6.7; 8.4; 10,2 mm. Megengedett, ha a szál alatt lévő fúrást egy fúróval hajtja végre, amelynek átmérője egy kicsit (0,1 mm) különbözik a vendégméretektől egy irányba.
A beszerzési fúrók, meg kell jegyezni, hogy a hagyományos fúrók készült nagy sebességű szerszámacél (például P6M5) szánt fémek fúrásához, amelyek nem rendelkeznek magas keménységű. A nagy keménységű fémből való szárításhoz fűződobozok szükségesek. Az ilyen fúrógépek teljesen szilárd ötvözetből készülhetnek, vagy csak egy karbidcsúcsot tartalmazhatnak.
Néha a fúrás kezdete előtt ismeretlen, melyik keménységű fémnek kell lennie. Ezért, amikor azt látja az első pillanatban a fúrás, hogy a motor nem vezetjük be a fém, meg kell, hogy azonnal állítsa le a fúrás, különben a vetőgép visszavonhatatlanul érvényteleníteni, túlmelegedés és a vesztes keménység. Ennek bizonyítéka a sötétkék szín kialakulása lesz. A fém fúrása előtt, amelynek keménysége nem ismert, fájljal végezhető el. Ha az utóbbi nem hagyja el a pályákat a fémen, akkor az anyag megnövekedett keménységgel rendelkezik.
Hogyan lehet fúrni a fémből
A legtöbb fém fúrásához optimális, kis és közepes fordulatok - 500-1000 fordulat / perc. High Revs gyorsan felmelegíti a fúróat, amelynek eredményeképpen felmentés és lágyulás előfordulhat. Fúráskor nem szükséges a nyomás túlságosan nyomását, a takarmánynak lassúnak és sima.Amikor a fémfúrás nagyon fontos, a fúró élessége nagyon fontos, míg a fúró nagyon gyorsan hülye. A sebesség a homályos fúró függ különösen forradalmak, takarmány erő, hűtő és egyéb tényezők, de nem számít, ha nem fúrt alumínium ötvözet, a működési idő a fúró, hogy nem kielégítő teljesítményt mérik percig.
A fúrás előtt szükség van egy lyuk kiszivárgására. Ehhez meg kell határoznia a Kerner (vagy Dowel) szélét a lyuk tervezett középpontjába, és meg kell találnia a kalapácsot. A fúrás első pillanatában a fúró csúszkának kizárása szükséges. Ha a magból származó nyomvonal nem elég nagy ahhoz, hogy a fúrógépet nagy átmérőjű, akkor először ki kell terjeszteni a kis átmérő fúrójának elmélyítését.
A legjobb fúrási körülmények kialakítása érdekében kívánatos, hogy a fúró hegyét a gépolajba vágja, vagy a függönyök helyére dobja. A fúró zónában lévő olaj hozzájárul a fúró jobb hűtéséhez, és megkönnyíti a fém vágását. Az olaj használatával fúrt fúró kevésbé hülye, ritkán élezőbbeket igényel, és hosszabb ideig szolgál. Különleges emulziót, szappanvizet, kerozint használunk hűtőfolyadékként. Egyes mesterek szerint egy jó kenőanyag és hűtőanyag sertéshús. A fúrás előtt a forgó fúrót egy iszap szeletbe merítik, amely fúráskor megolvad, megolvad és kenési és hűtési hatással van. De még mindig a legegyszerűbb és legkényelmesebb eszköz a szappanos víz. Nem piszkos, de a szappan minden otthonban van. Elég csökken a fúrás kezdetére és a folyamatban. Akkor rendszeresen dip a vetőgépet a szappanos oldattal.
A nagy tápegységgel rendelkező keresztirányú fúrással egy burr (grafikon) van kialakítva a nyíláson, amelyhez a fúró ragaszkodik az oldalsó vágókhoz. Ennek eredményeképpen a fúró és a törés vagy a törés éles reteszelése megtört, és abban a pillanatban a fúró különösen intenzíven hülye. Az ilyen leállások hátrányosan érintettek és fúró állapotban vannak. A grafikon kialakításának elkerülése érdekében ki kell töltenie a lyukak fúrását a fémben egy kis adagolással. Kívánatos egy fából készült bár, amely megakadályozza a burr kialakulását. A sávot és a billetet szorosan nyomja meg egymáshoz. Nagyobb hatású, fából készült bár, de egy azonos vagy kevésbé szilárd fémlemez, amelyet szorosan nyomnak a fúró kimenet helyére.
Leggyakrabban az acélfúrás elvégzéséhez szükséges, de más fémeknek gyakran kell fúrniuk és fúrniuk kell. Alumínium például borítja a fúrógépet, ami megnehezíti a mélybe, és bővíti a kapott lyukat. Ha egy pontos lyuk szükséges fúrni alumínium (például a menet alatti), meg kell alkalmazni a hűtőfolyadék és gyakrabban vegye ki a fúró fúró, hogy tisztítsa meg. A szokásos szürke öntöttvas viszonylag könnyen fúrt, és nem igényel hűtést és kenési folyadékot. De az öntöttvas fúrása meglepetéseket adhat. Nagy szilárdságú szürke öntöttvas van, amelyet karbid anyagból fúrnak kell fúrni. Fehér öntöttvas, amelynek fő szerkezeti összetevője a cementit, nagyon nehéz, nagy szilárdságú fúróval rendelkezik.
Nagy átmérőjű lyukakat kell fúrni. Először egy vékony fúróval kell fúrni, majd fúrjon egy lyukat egy nagyobb átmérőjűre. Például egy 12 mm átmérőjű lyukat jobb fúrni két vagy három fogadáshoz - következetesen 5, 10 és 12 mm-es fúrás.
A lenyűgözött fúrókat élesen meg kell erősíteni. Jobb, ha ezt az élesítési lámpatestek segítségével végezzük, de anélkül tudsz. Ugyanakkor figyelmet kell fordítania a fúró hegyének szimmetriájára. Ha az élesített élek a középpontban nem szigorúan konvergálnak, az ilyen fúró által fúrt lyuk nagyobb átmérőjű lesz, mivel egy vágóél hosszabb lesz, mint a másik. A felső sarok a tetején (a vágóélek közötti szög) 118 °. Az alumínium fúrásához 130-140 °, puha bronz és vörös réz 125-130 ° -os tekinthető optimálisnak tekinthető. Mindazonáltal ezek a fémek fúrhatók és fúrhatnak normál szöggel. Tudjon meg többet az élesítő fúróról.
Fúráskor ellen kell ellenáll a fúró függőlegesnek a fémfelülethez (ha nem kell fúrni a ferde lyukat). Ha lyukakat végeznek vékony lapokban, akkor ez a követelmény nem olyan releváns, mint a vastag falú vagy üreges részek esetében. Például a fúrócsövek gyakran vezetnek ahhoz a tényhez, hogy a bemenet és a kimenet egymáshoz viszonyítva kiszorul, annál nagyobb a nagyobb átmérője. Tartsa a fúró szemét a szemre való meglehetősen nehéz, így házi készítésű vagy vásárolt meghajtókat használhat fúráshoz vagy vezető eszközökhöz, amelyek biztosítják a fúró meredekségét.


Vezetőkre van szükség, és két vagy több lyuk fúrására konjugált részletekben. A lyukak véletlenszerű módja annak, hogy a lyukak egybeesése az összeszerelés fúrása. Ha a szegecsek fúrásának fúrásának fúrásakor kötelező követelmény. Az első lyuk fúrása, használhatja az alkatrészeket egy csavarral, hogy a lyukak többi része fúrható, attól tartva, hogy az alkatrészeket egymáshoz viszonyítva fogják áthelyezni. Ha nem tudja fúrni a konjugált részek összeszerelését, vagy kényelmetlen, akkor a vezetőt vagy az útmutatót kell használni. Meg kell tudni, hogy mintha, sem a párzási lyukak pontosan meghatározott, akkor nem egyezik teljesen pontosan, mert fúrás közben még a tartály lyuk van, a vetőgép hagyjuk egy kicsit az oldalon.
A webhely tartalmának használatakor aktív linkeket kell tennie a felhasználók és a keresési robotok számára.